Cette page contient des modifications qui ne sont pas marquées pour la traduction.
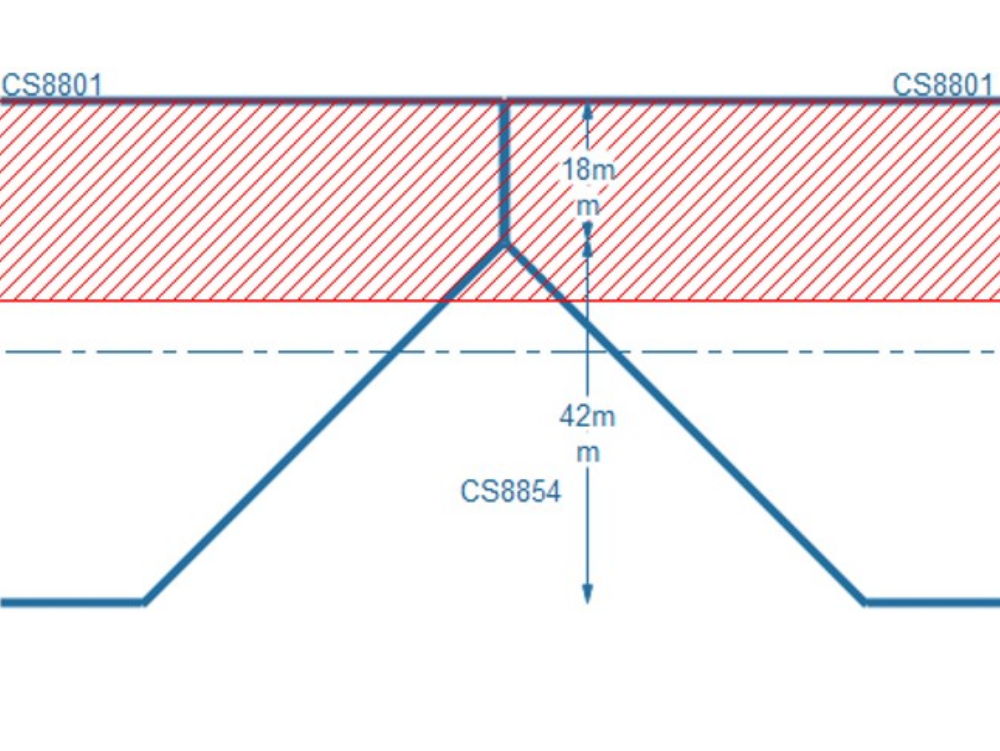
The saw “Y drive” on a ZX5 is limited in its depth range to +/- 20mm from the centreline of the profile, and 20mm from the backfence. This is fine for most normal Y notching, but there are combinations when a particularly deep Y notch is required.
This process is also useful on an Autoflow where the SY axis distance is limited by the backfence / top clamp interference
The saw “Y drive” on a ZX5 is limited in its depth range to +/- 20mm from the centreline of the profile, and 20mm from the backfence. This is fine for most normal Y notching, but there are combinations when a particularly deep Y notch is required.
This process is also useful on an Autoflow where the SY axis distance is limited by the backfence / top clamp interference

 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português