How to set up a gripper on a Flowline Mk3 with a Toothed Gripper
Auteur  Gareth Green | Dernière modification 17/09/2025 par Gareth Green en cours de rédaction ⧼frevu-button-review-label⧽
Gareth Green | Dernière modification 17/09/2025 par Gareth Green en cours de rédaction ⧼frevu-button-review-label⧽
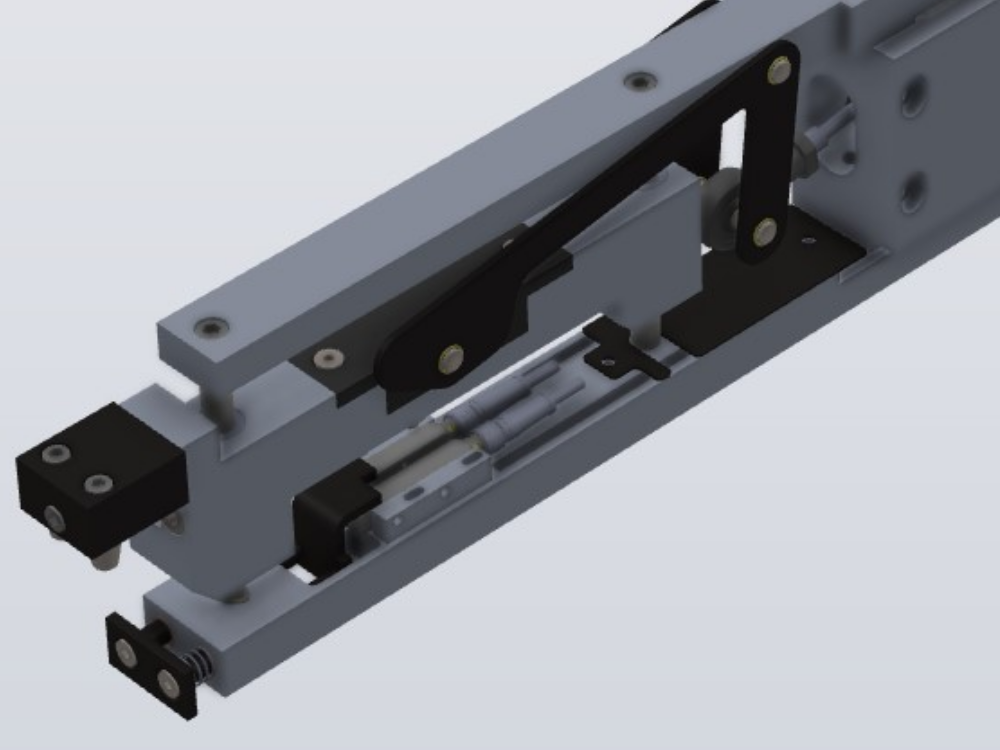
How to set up a gripper on a Flowline Mk3 with a Toothed Gripper
Confluence Gripper_Mechanical_Setup_-_Flowline_Mk3_Toothed_Gripper_R0015147B.jpg
Moved to Confluence
Click here en none 0
Draft
Vous avez entré un nom de page invalide, avec un ou plusieurs caractères suivants :
< > @ ~ : * € £ ` + = / \ | [ ] { } ; ? #
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português