Commonly used during sawing on Z transoms, the Z block operation is used to fasten the profile, making sure it does not move during sawing.

Difficulté
Moyen
Durée
30 minute(s)
Introduction
Commonly used during sawing on Z transoms, the Z block operation is used to fasten the profile, making sure it does not move during sawing. There are 6 possible states the z block can be in. Each of these can have a different length of protrusion for different profiles.
12 x M8 Screws
12 x M8 Nuts
12 x wire numbers 1 - 6Étape 1 - Turret A - Find Position 1 on the Turret
On the Service > IO tab use output Y214 to turn the infeed turret.
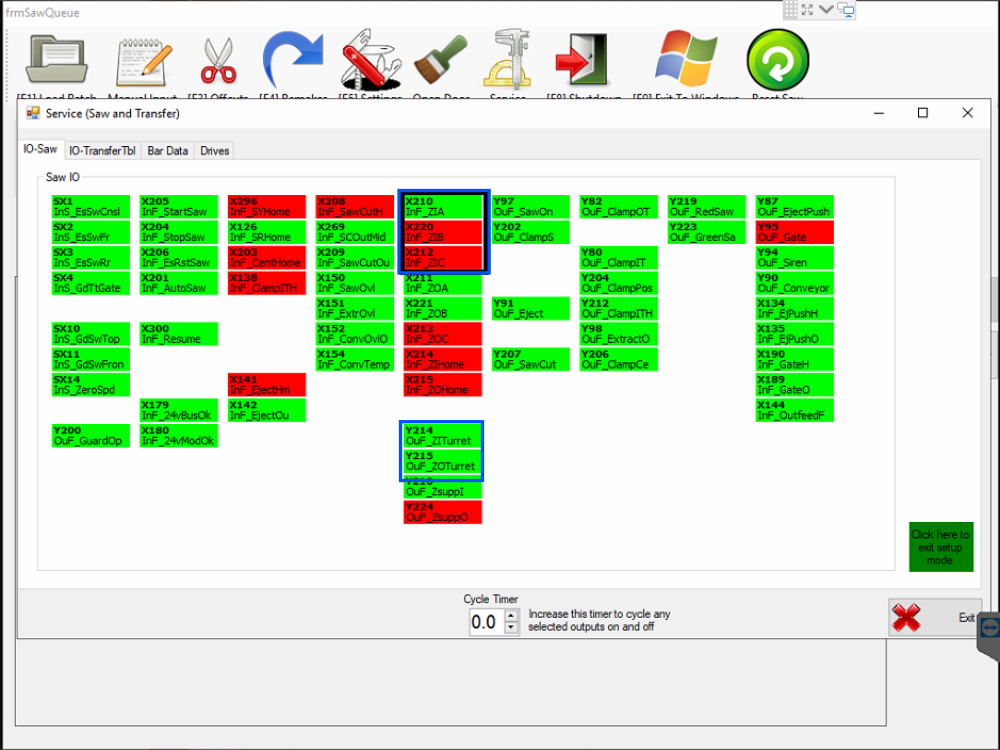

Étape 2 - Check the Binary Count of the Turret
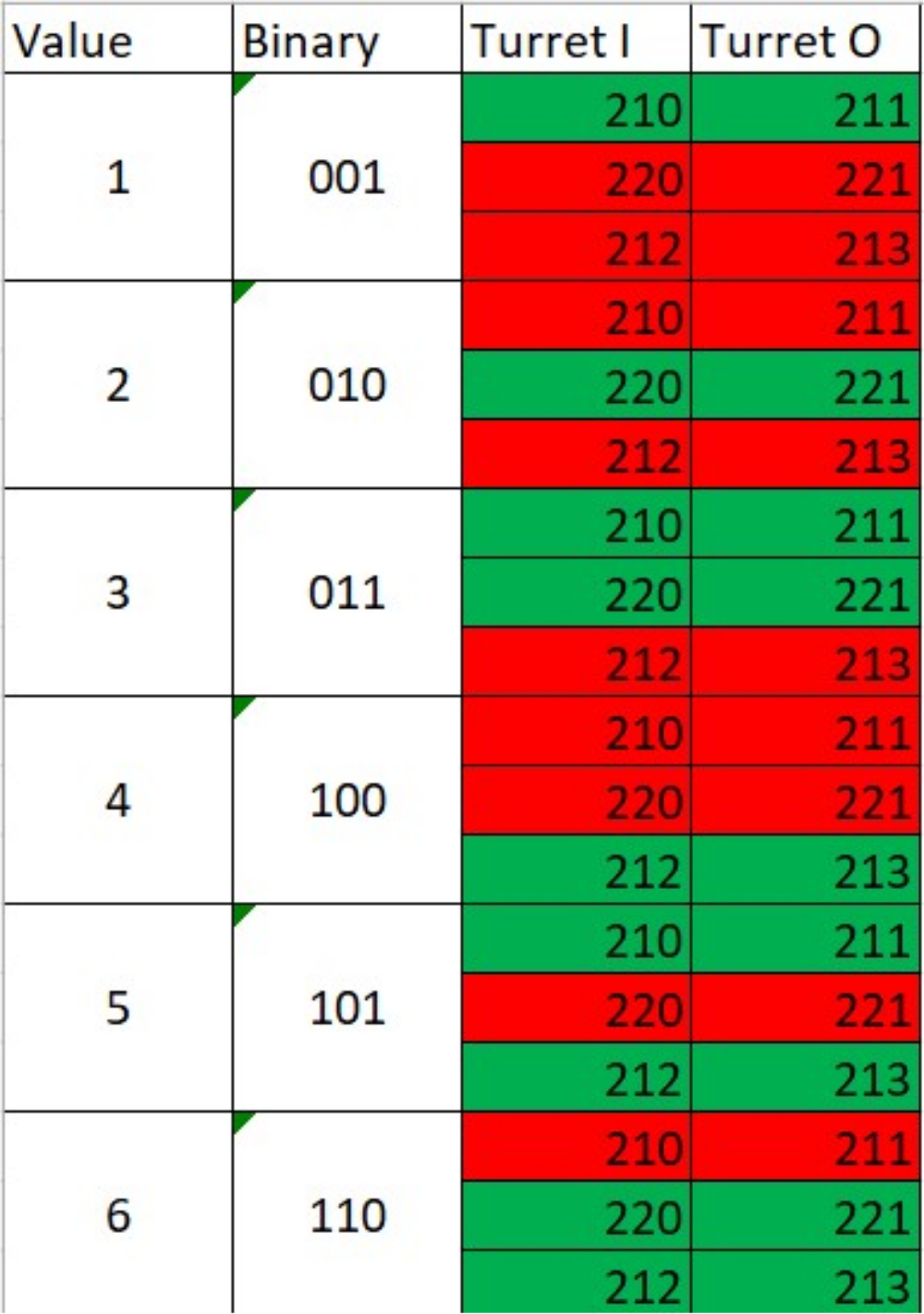
Each turn of the turrets will change the binary state of the inputs X210, X220 and X212.
Use the table in the picture to ensure the count goes 1-2-3-4-5-6 and back to 1
Étape 3 - Repeat for the outfeed turret
Use Y215 to pulse the outfeed turret
Each turn of the turrets will change the binary state of the inputs X211, X221 and X213
Use the table in the picture to ensure the count goes 1-2-3-4-5-6 and back to 1

Étape 4 - Check the Labelling is correct
The turrets should be labelled 1-6 with pneumatic pipe markers
The turret position should be written on the top of each turret in permanent marker
Étape 5 - Check Turret Home for Infeed and Outfeed turret
X214 InF_ZIHome should signal high (red) when the infeed turret is home
X215 InF_ZOHome should signal high (red) when the outfeed turret is home
Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português