Build instructions for stage one assembly of spindle heads

Difficulté
Moyen
Durée
3 heure(s)
Sommaire
- 1 Introduction
- 2 Étape 1 - Multiple variant assembly
- 3 Étape 2 - Unless otherwise stated
- 4 Étape 3 - Fit Linear rails
- 5 Étape 4 - Position and finalise rails
- 6 Étape 5 - Fit Blanking caps B0000173
- 7 Étape 6 - Prepare bearing blocks
- 8 Étape 7 - Position bearing blocks onto rails
- 9 Étape 8 - Fit greasing points
- 10 Étape 9 - Fit 2nd linear rails
- 11 Étape 10 - Adjust bearings and add grease points
- 12 Étape 11 - Fit single slide base
- 13 Étape 12 - Fit double slide base
- 14 Commentaires
Introduction
Tools Required
Standard hex key set
5mm hex drill bit
Drill Driver
Ball pien hammer
Nylon block
0.05 Feeler gauge
Parts Required
B0000045 linear rail x 8
B0000044 linear railx 4
B0000173 blanking caps x 68
B0000046 bearing x 24
D0007816 nipple extension x 12
B0000233 grease nipple metric fine x 24
D0007724 double slide base x 4
D0007725 single slide base x 4
Étape 1 - Multiple variant assembly
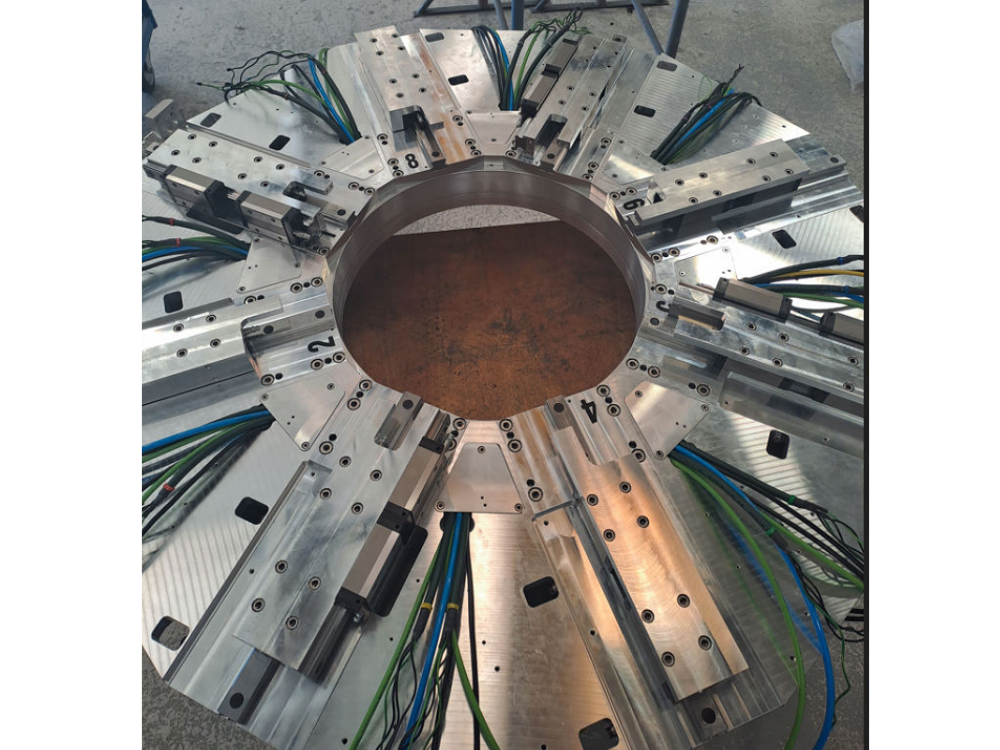
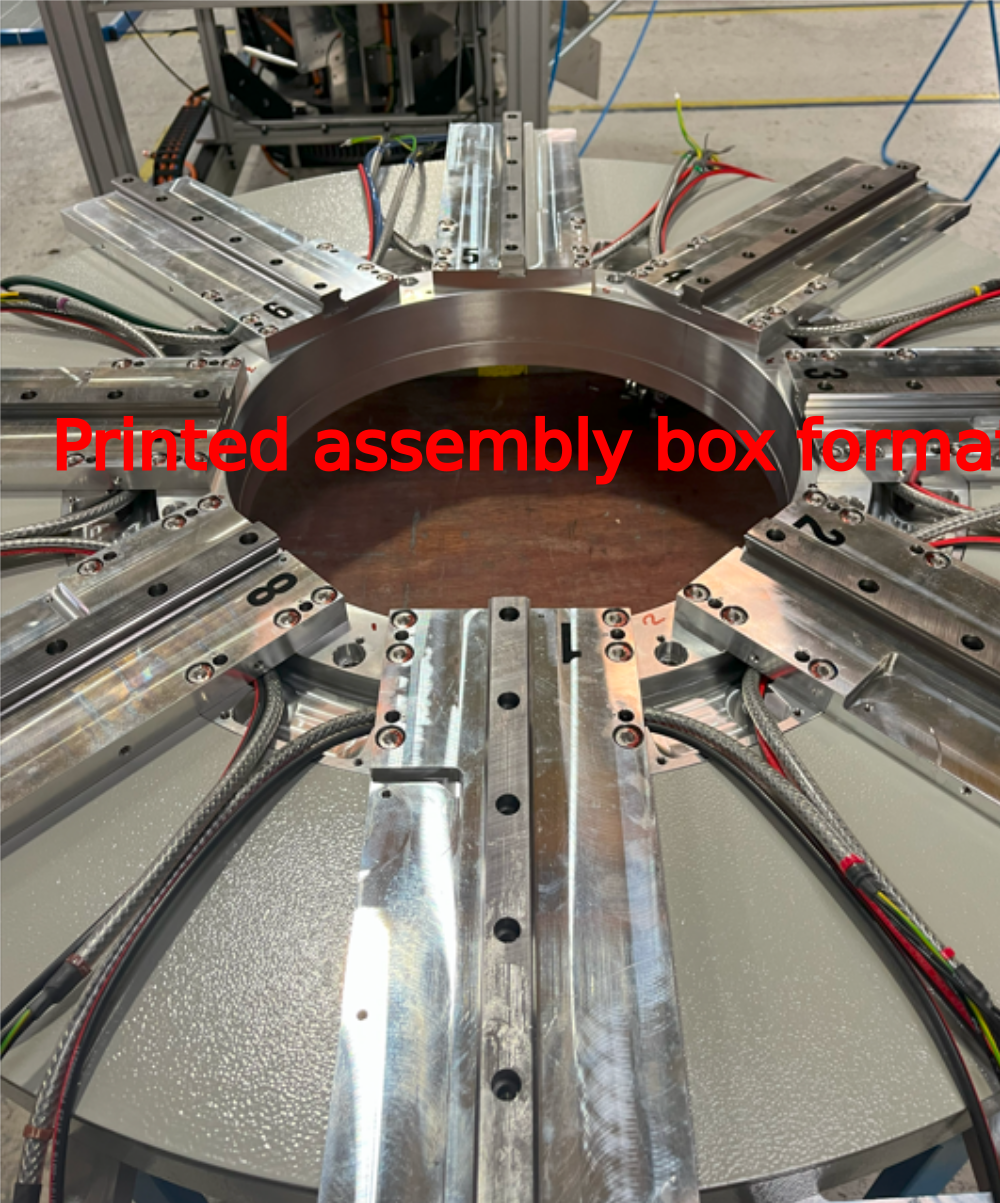
Please note, that the following instructions can be used for both formats of rotary ring connection box styles . This instruction covers only the physical spindle head build , and no reference should be made to attached connection box plates
See photos for examples of both styles , for reference only this instruction shows metal connection box set up , but printed box variants

Étape 2 - Unless otherwise stated
Use Loctite 243
Mark bolts as finalised with pen mark

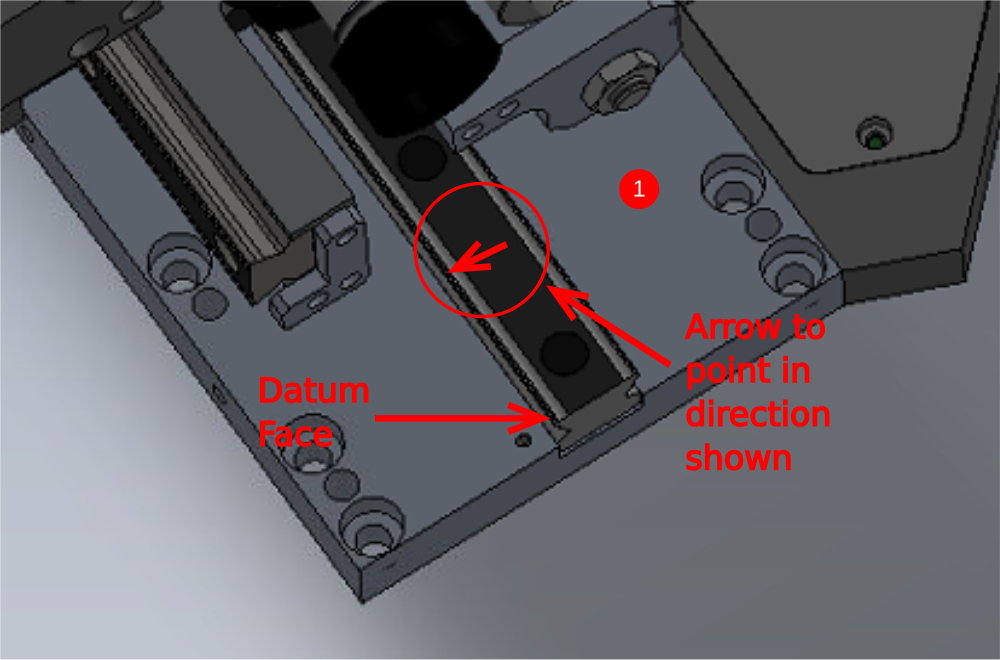
Étape 3 - Fit Linear rails
Linear rail B0000045 needs fitting to each spindle base
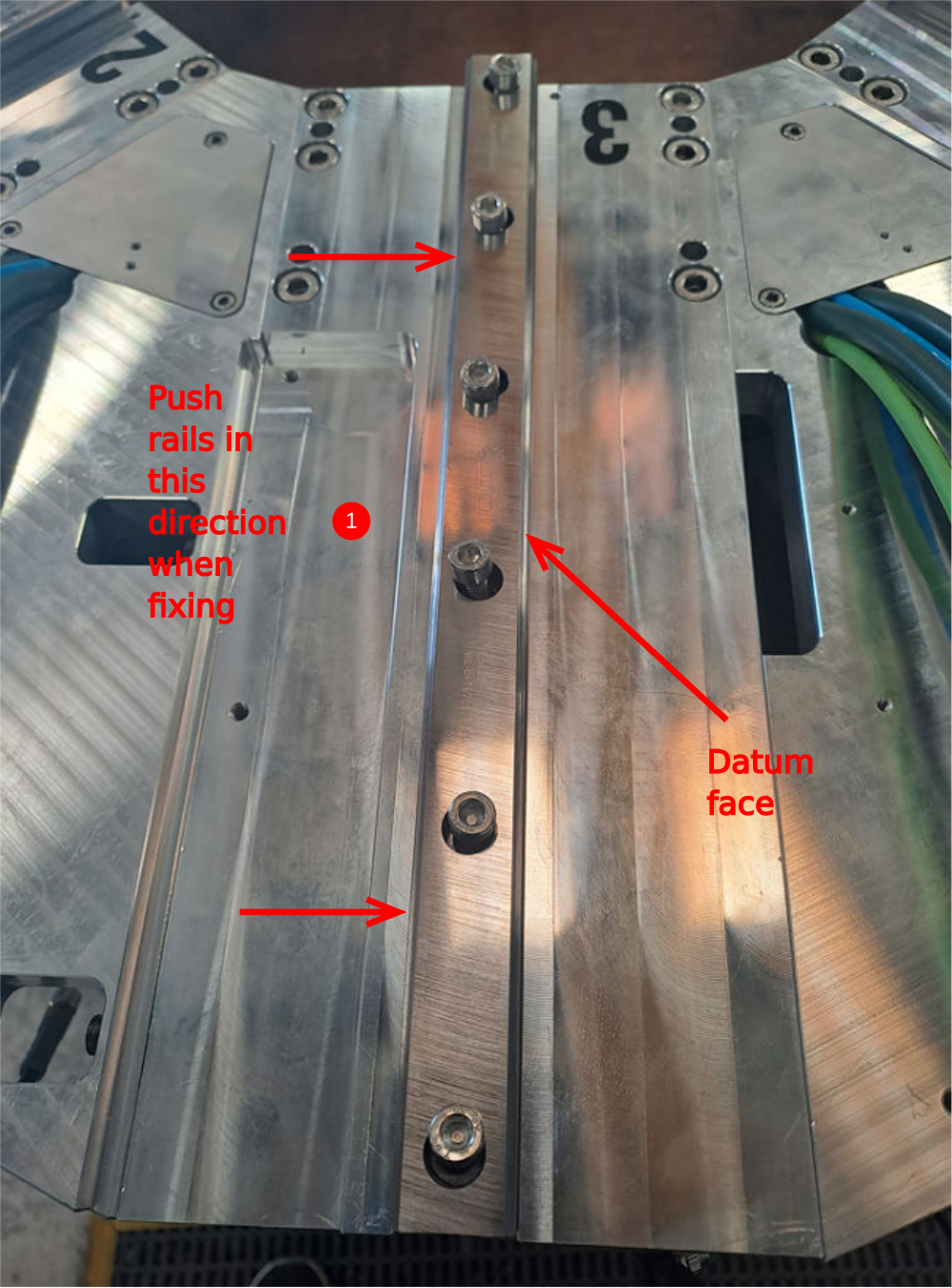
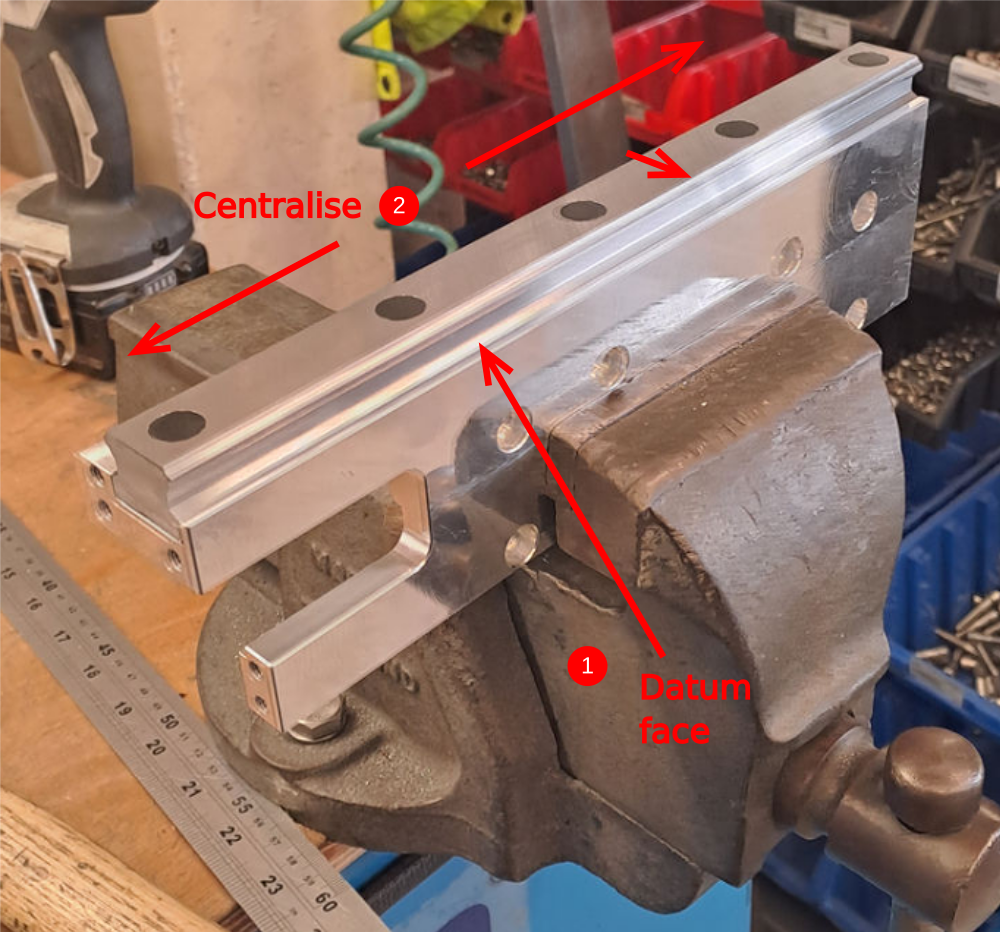
1 Orientation of Datum face is as shown
Ensure all linear rails and machined grooves in spindle plates are free from debris. Use compressed air.
2 Insert linear rail into each spindle base and drop in m6 x 20 socket caps with adhesive applied into all rail counterbores, do not screw in

Étape 4 - Position and finalise rails
When finalising rails , the following should be observed
1 Rails should be pushed against this face when fixing, to ensure consistent positioning between spindles
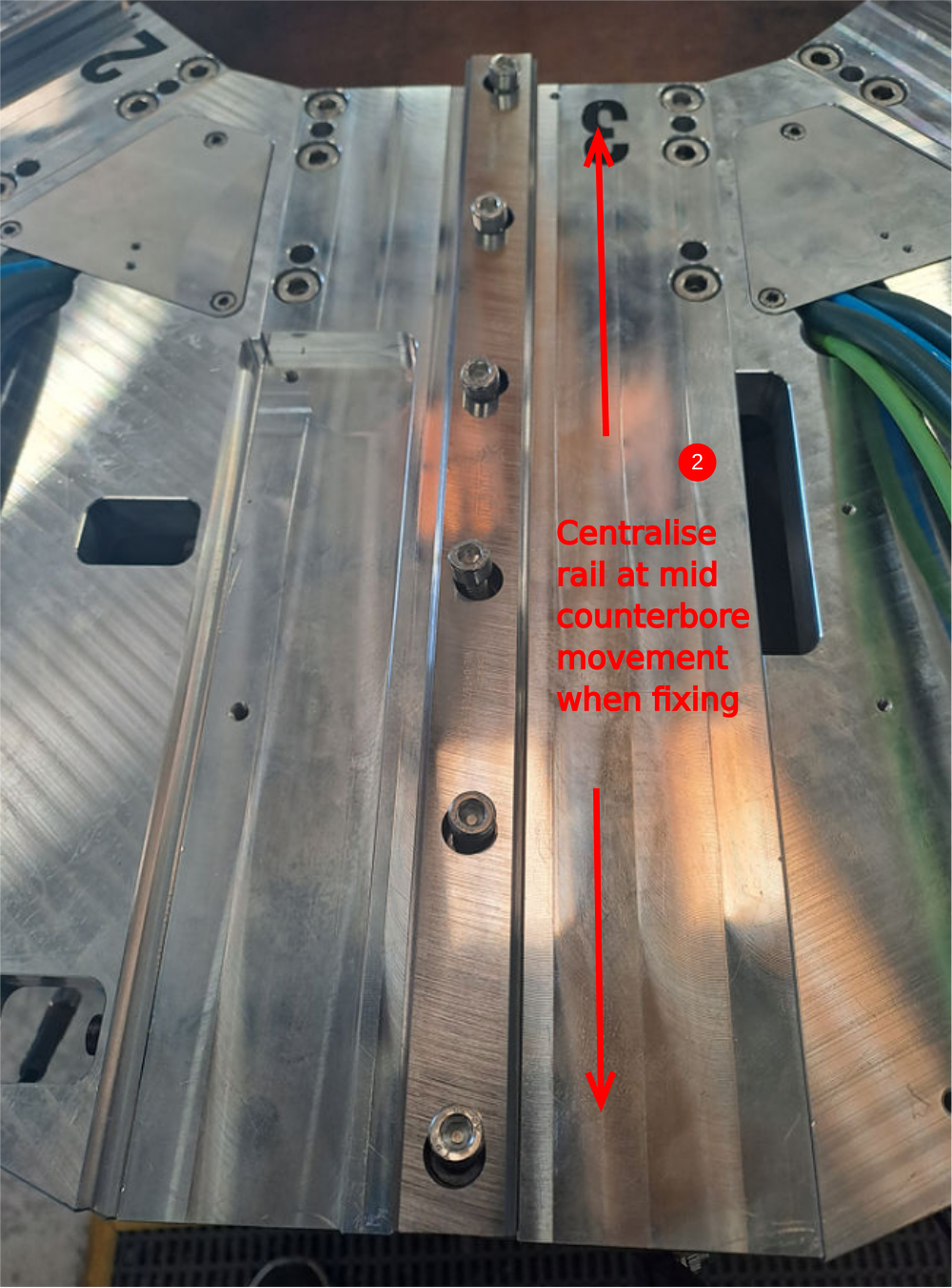
2 Rails should be centralised in this direction , due to the clearance in the counterbores
3 Use a drill driver @ 15 torque and 5mm hex bit to drive in m6 cap heads on all spindles
4 Use hex key to apply final tension to m6 bolts on all spindles
Étape 5 - Fit Blanking caps B0000173
Fit blanking caps to all rails fitted . It is vital rail caps are fitted flush to allow bearing seals to work correctly.
Use a nylon block as a dolly to ensure caps are driven in flush but no damage is possible to linear rail.


Étape 6 - Prepare bearing blocks
Bearing blocks B0000046 must be prepared for installation . They must be de greased to ensure loctite 243 activates correctly
1 Lay out all 24 bearing blocks as shown and use Fe10 solvent and spray entire top face of lined up bearings, ensuring solvent floods into top facing m6 holes.
2 use compressed air to remove solvent from bearing blocks and tapped holes. 3 Wipe remaining solvent from bearing with clean rag

Étape 7 - Position bearing blocks onto rails
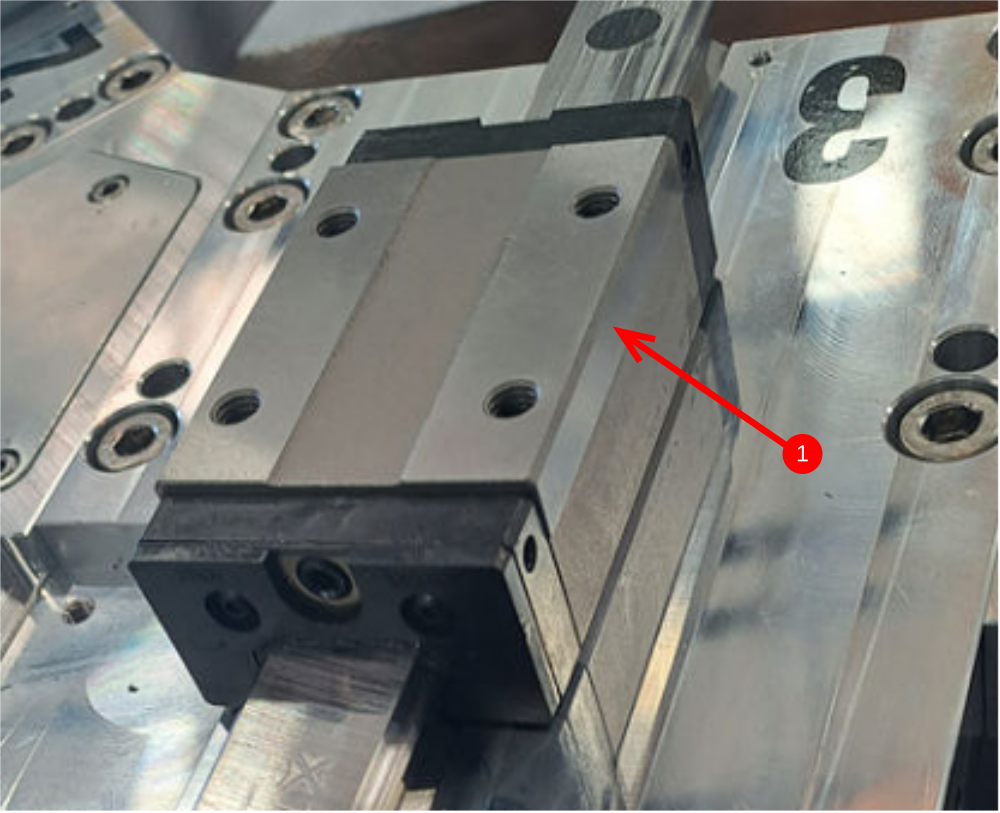
1 Datum faces of bearings must be observed and installed correctly
Bearing will only have one side that has a machined datum face. It is vital this is orientated correctly when adding bearings to the linear rails
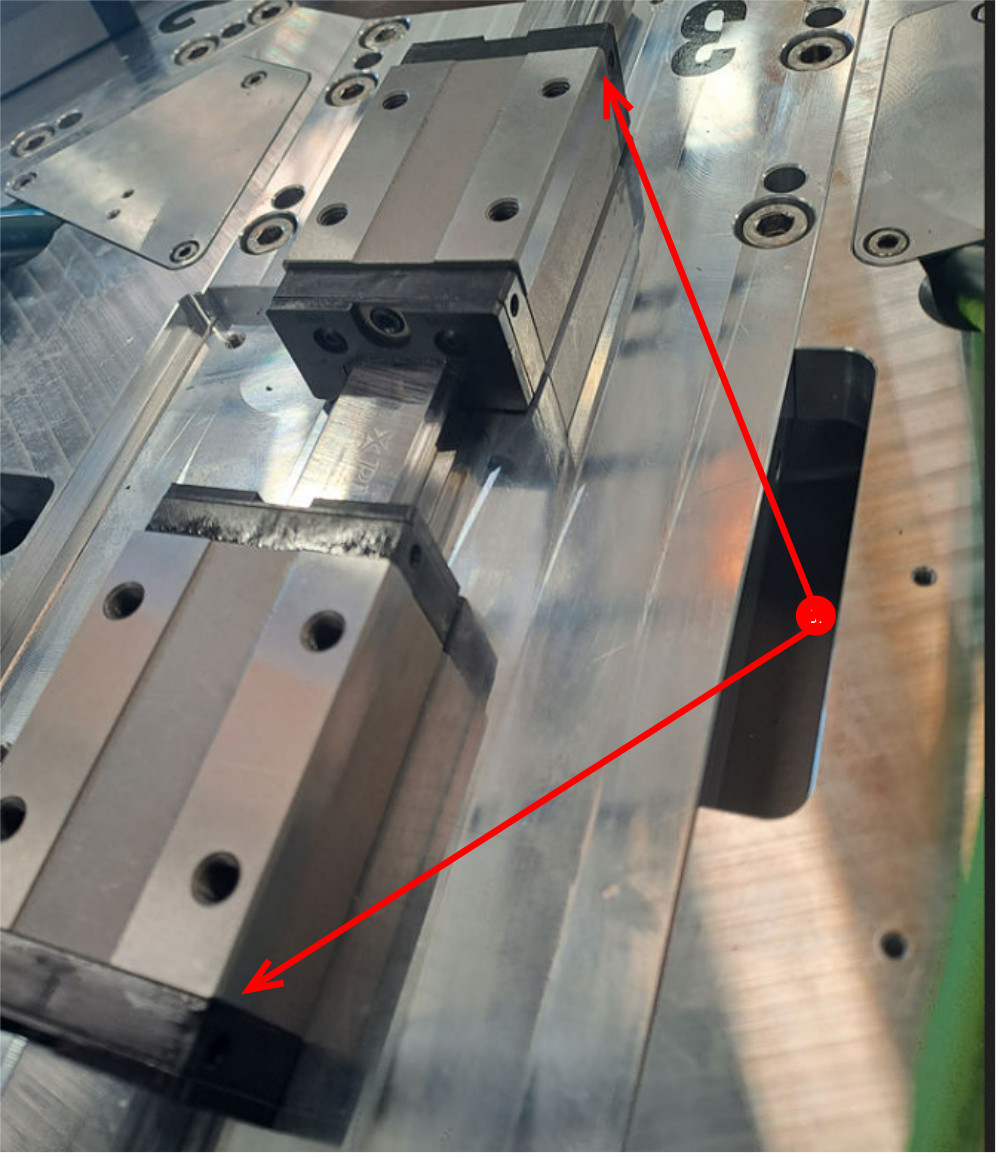
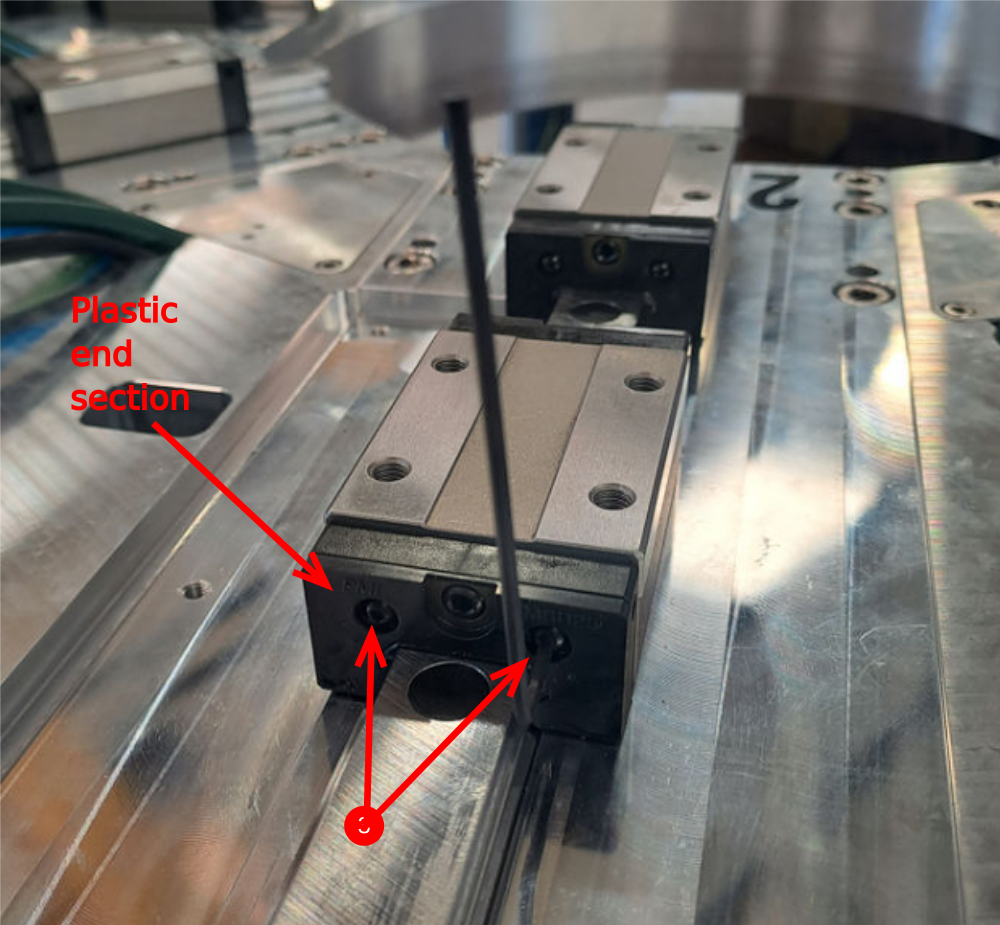
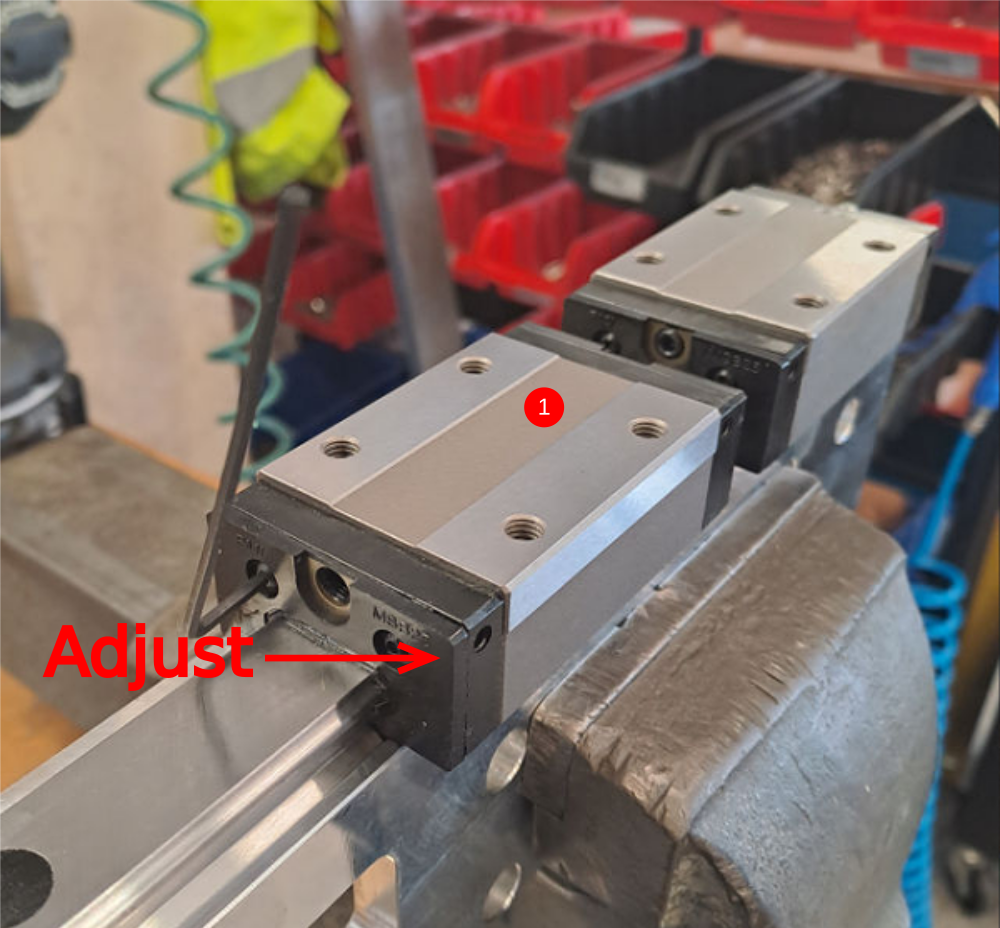
2 Fit 16 bearing to rails as shown
3 Adjust bearing seals to suit rail. release tension on indicated 2 bolts until end plastic section can move
4 Move bearing up and down on rail
5 Re tension 2 bolts
6 Repeat on other end of bearing
This should be done to all bearings fitted
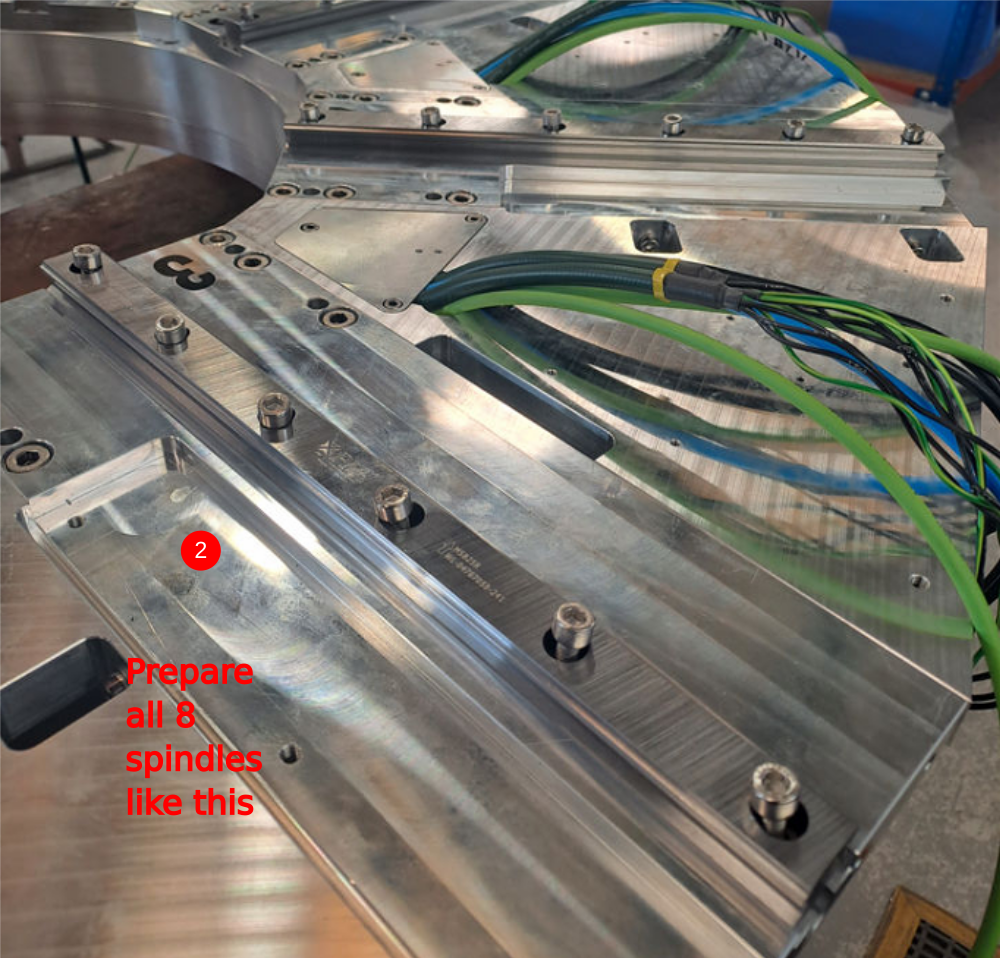
Étape 8 - Fit greasing points
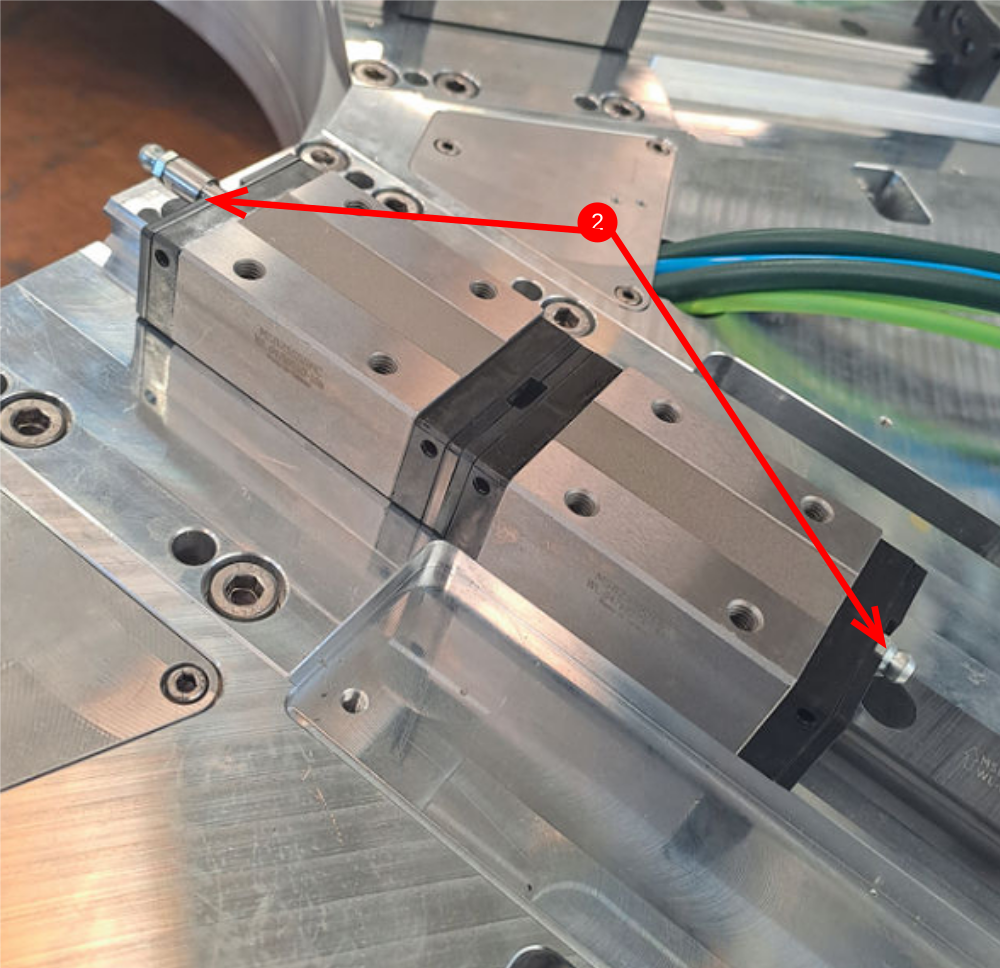
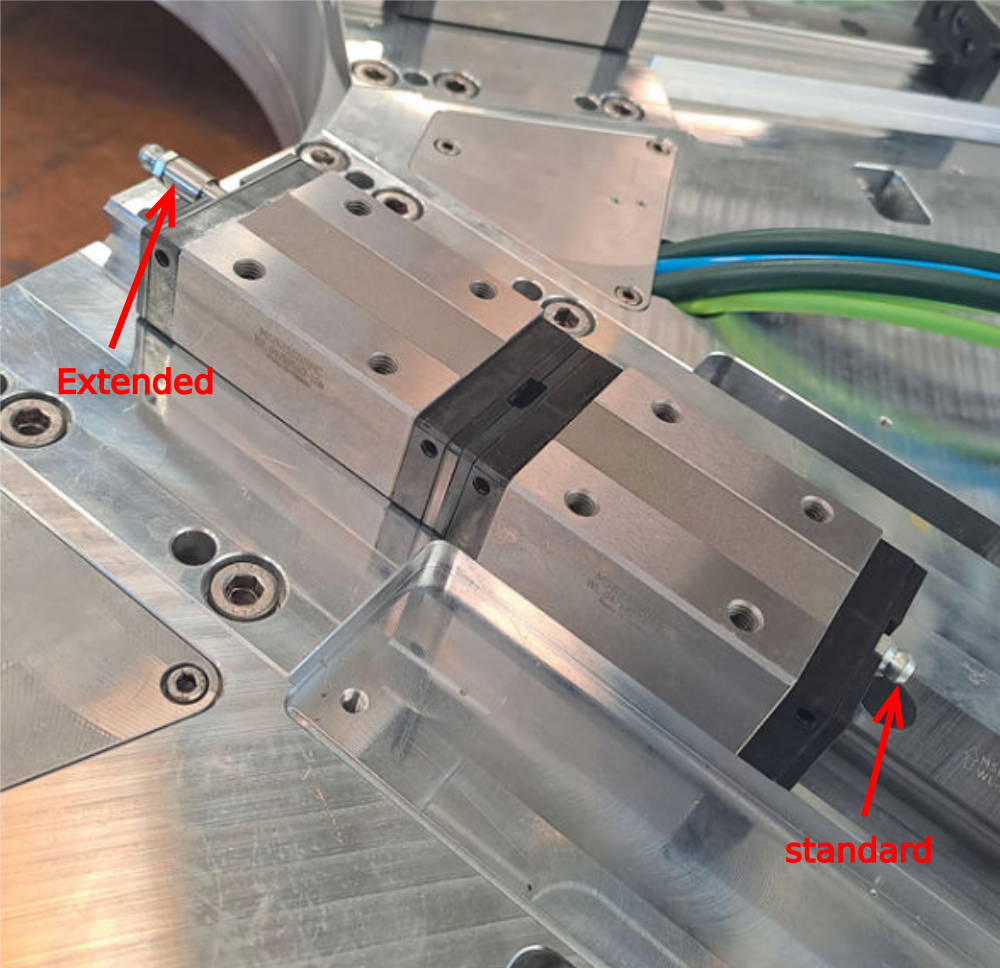
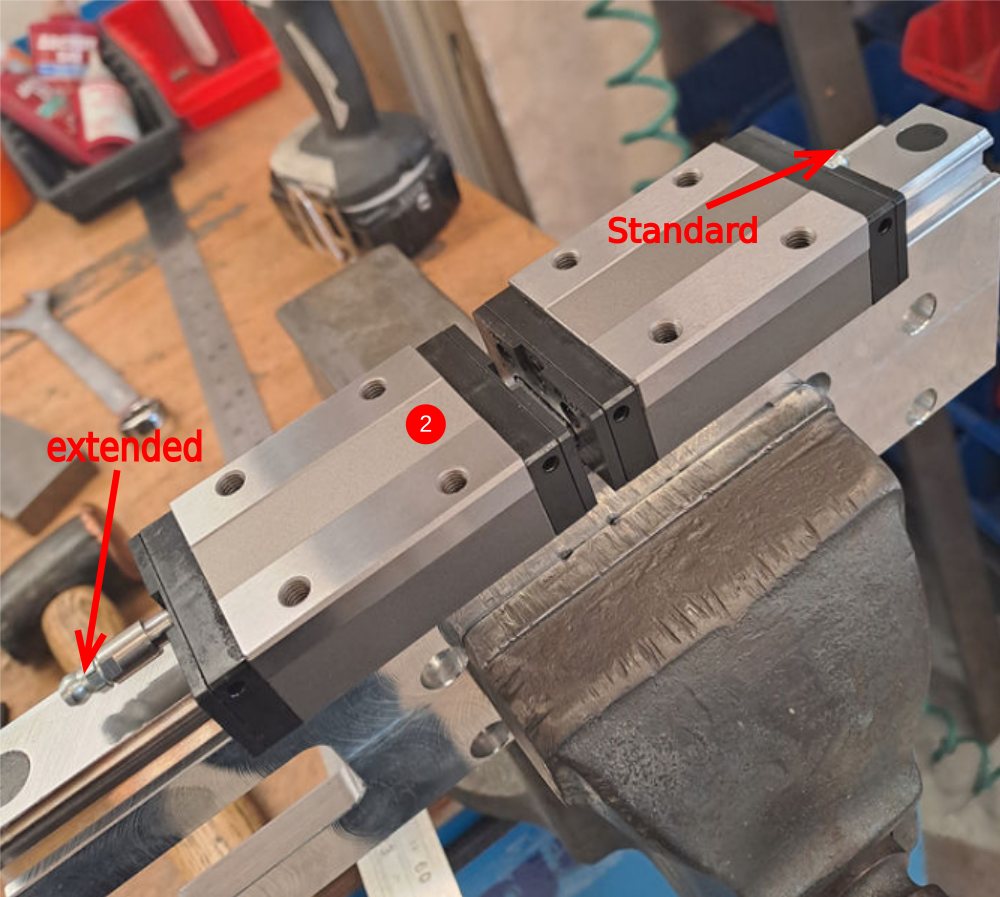
1 Fit 12 off B0000223 m6 x 0.75 grease nipples to D0007816 as shown
2 Remove grubscrew from greasing point at indicated points
3 Fit one extended grease nipple and one standard nipple as shown to all 8 spindles

Étape 9 - Fit 2nd linear rails
4 off
Fit linear rail B0000044 to double slide base D0007724 with m6 x 20 socket caps
1 ensure rail datum is orientated correctly
2 ensure linear rail is centralised
3 Add b0000173 caps once finalised
Étape 10 - Adjust bearings and add grease points
4 off
1 Follow 5.3 for adjustment details
2 Fit grease nipples to bearing blocks as shown
Étape 11 - Fit single slide base
Fit D0007725 to spindles 2,4,6 and 8
Use 8 off m6 x 12 socket cap per spindle
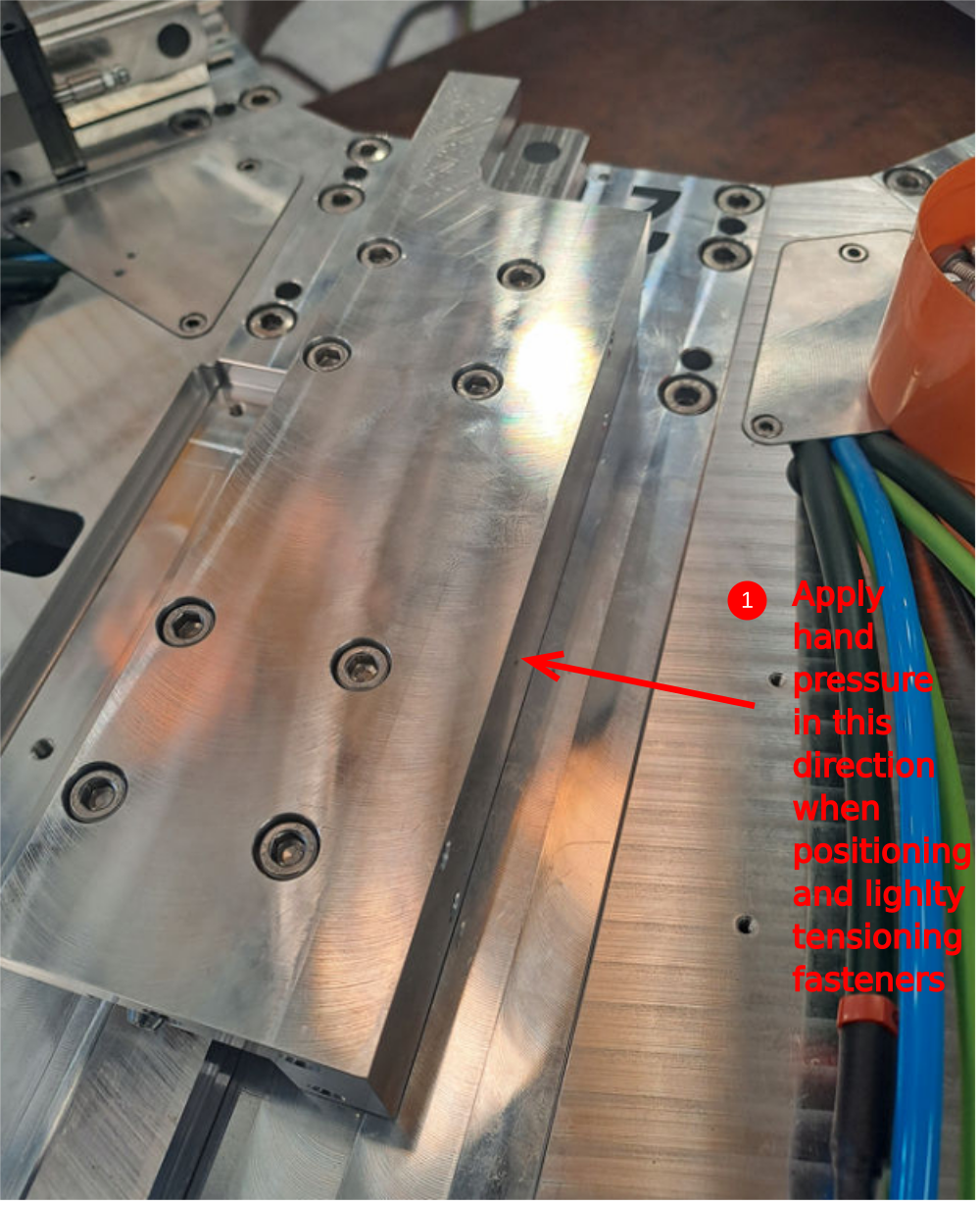
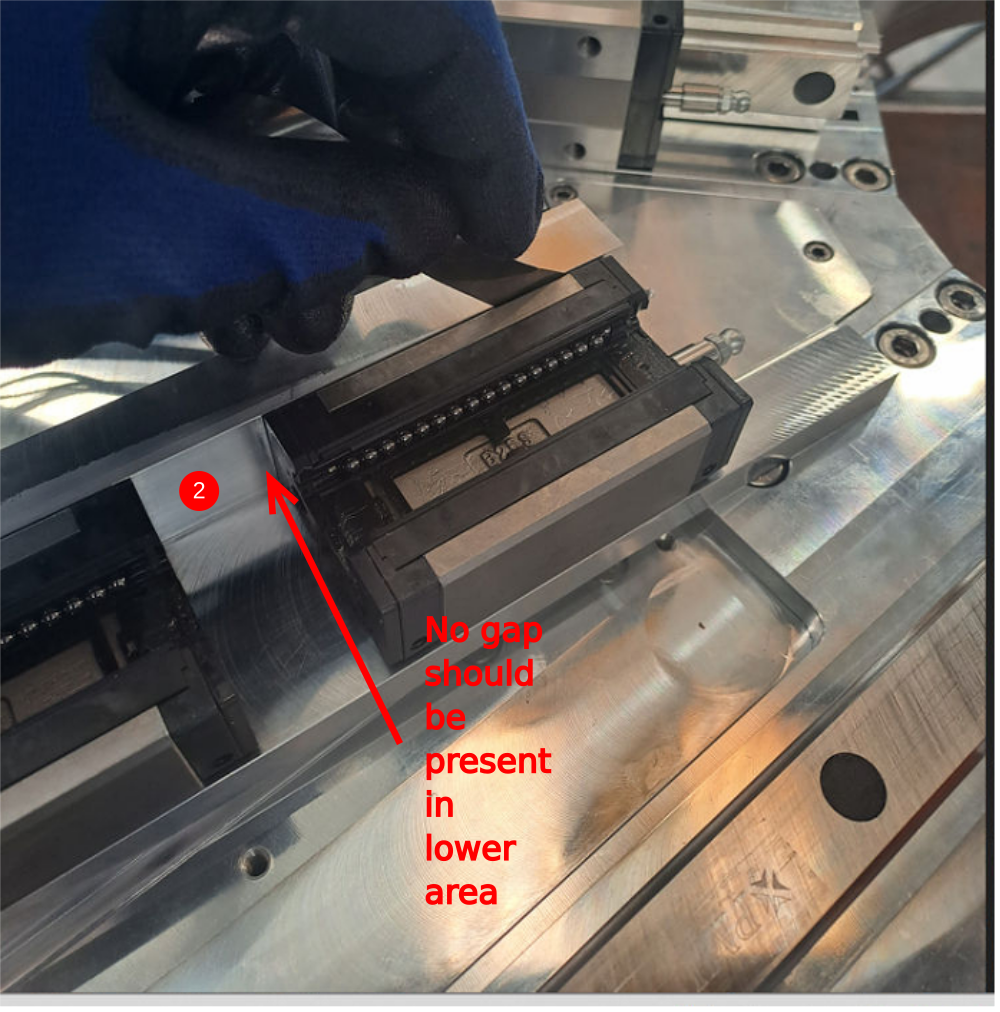
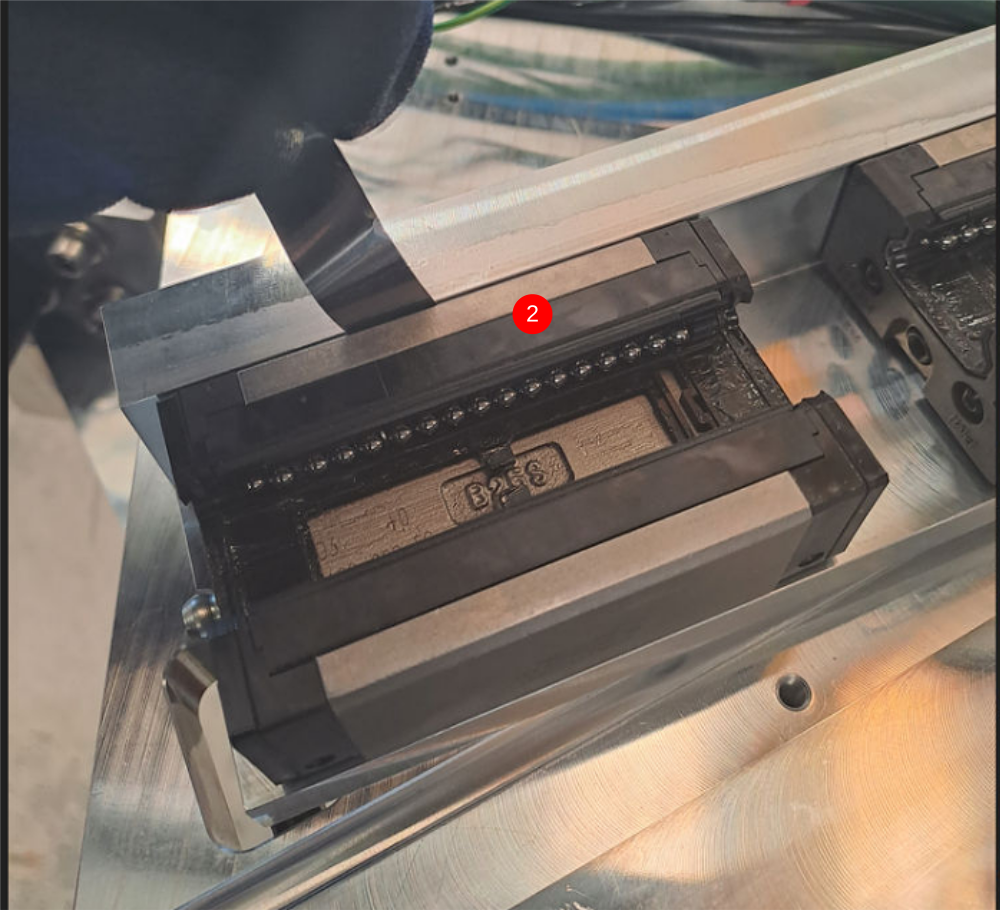
1 Place slide base on bearings , add bolts with drill driver torque 5 whilst lightly applying force by hand in the direction shown
2 Carefully remove slide base and use feeler gauge to check damage face of bearing is hard up against datum face of slide block . If a gap is present, disassemble , check parts and rebuild
3 Once checked and passed, carefully refit slide base to linear rail and apply final tension to 8 off m6 cap heads
Étape 12 - Fit double slide base
Repeat previous step but use pre build D0007724 assemblies and fit to spindles 1,3,5 and 7


Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português