The parameters work together to define the process that happens with the final offcut at the end of a bar when it is too small to be ejected onto the outfeed table. It is surprisingly complicated, particularly on an Autoflow machine where the final piece is gripped.

Technical Bulletin
| TB Number: | 372 |
| Originator: | Gareth Green |
| Machine: | TwinCAT ZX5, ZX4, ZX3, Saw, Autoflow |
| Date: | 11/01/18 |
| Circulate to: | Service |
| Title: | Software Settings for dealing with small offcuts |
Problem
Dealing with a short offcut at the end or start of a bar is surprisingly complicated. Dealing with one case can easily create a problem in another area. This TB seeks to explain the parameters used and give guidance on how to get the best setup. PLEASE NOTE: There will NEVER be a one-size fits all to this complex situation. All customers and all profiles are different
Definitions and Parameters
Note – these parameters have been built up over the years and may only exist in the latest software versions 5.14.2.0 and later.
| Parameter | Definition | Range | Notes |
| minable | Measurement of area at the gripper end of the bar. If an operation appears in this area, this amount is added as a waste to the bar length. This stops the cutters machining the gripper. The amount is normally determined by the length of the gripper, and / or the distance of the outfeed clamps to the cutter centreline | 0-200 | This is often how and why a problem offcut is created at the gripper end of the bar– if the minable is bigger than the chutewidth, there will be a regular need to cut into throwawayChunks |
| maxable | Measurement of area at the non-gripper end of the bar. If an operation appears in this area, this amount is added as a waste to the bar length. This stops the cutters machining when only one end of the bar is held. The amount is normally determined by the distance of the cutters to the infeed clamps. | 0-200 | This is often how and why a problem offcut is created at the START of the bar – if the maxable is bigger than the chutewidth, there will be a regular need to cut into throwawayChunks |
| chutewidth | The longest offcut length that can fit down the machine chute | ||
| throwaway | The shortest piece that the machine can reliably eject to the outfeed table. Lengths longer than this need to be pushed down the chute. Therefore the problem offcuts are defined by length >chutewidth and length<throwaway. | 130-800 | The measurement is taken from the end extremes of the profile
The throwaway is determined by the distance between the front rollers on the sawing clamps |
| throwawayChunkSize | Maximum size of chunks that a problem offcut piece will be cut into. | 25-150 | The actual size will depend on how long the offcut actually is – it will be cut into a number equal sized chunks |
| smallestGrip | The smallest offcut piece size that can be gripped and cut at the gripper end of the bar. This is determined by the gripper length and the side / top clamp positions. If the piece is too short, it will flip out of the clamps when you are trying to hold it | 20-200 | This must not be biger that the chutewidth, as this would lead to an impossible situation where the final gripped offcut could not be disposed of. |
| useOffcutAtStart | Determines whether any offcut should be moved to the start of the bar, rather than deal with it at the gripper end | 0 or 1 | For all v6 software this should be set to 1 |

ThrowawayChunk cuts
· The original software cut the chunks using a square 90 degree cut. However this could lead to a chunk shaped perfectly to fall back into a position in front of the rear rollers, jamming when the pusher moves. This square cut has been changed on later software versions (5.14.2.0) to a mitre cut to persuade the piece to fall forwards down the chute.
· A common problem is a maxable size that needs to be cut into two. This would be defined by maxable>throwawayChunkSize> maxable/2. In this case the chink will be cut in half. If half the chunk size is a problem size, this will happen a lot. In this case reduce the throwawaychunkSize so that maxable gets cut into 3 pieces.
Profile Extra Parameters
On software v 5.14 onwards, profile specific parameters were added to allow you to control the offcut per profile. The params.saw contains the default value, but this will be overwritten with a “PEP”, accessible in the profile settings.
Added peps for profile specific
| PEP Parameter | Meaning |
|---|---|
| throwawayChunkSize | size of chunks to cut beginning and end waste into |
| throwaway | size that can be safely ejected as a piece |
| wantHalfTriangle | halves the waste triangle on mitre-mitre cuts |
| trim | amount to trim off the start of a bar |
| smallestGrip | smallest size that the saw can safely hold at end of bar |
Sample Setups
| Machine | minable | maxable | chutewidth | throwaway | throwawayChunkSize | smallestGrip | useOffcutAtStart |
| A2014 | 90 | 130 | 160 | 240 | 120 | 140 | 1 |
| A2016 | 90 | 140 | 160 | 240 | 120 | 140 | 1 |
| A2017 | 90 | 120 | 160 | 240 | 120 | 140 | 1 |
| A2024 | 90 | 120 | 160 | 240 | 120 | 140 | 1 |
| Z055 | 140 | 130 | 125 | 250 | 125 | 120 | 1 |
| Z057 | 100 | 110 | 130 | 320 | 125 | 120 | 1 |
| F021
(post upgrade) |
90 | 110 | 130 | 240 | 125 | 120 | 1 |
| F009 (with SY Drive) | 90 | 130 | 130 | 320 | 125 | 120 | 1 |
Tips
· Compare the parameters to similar machine types. If similar but does not seem to be working, ascertain if it is a profile related issue, then reduce the throwawayChunkSize for that profile to ensure it is cut into 3, not 2 – Avoid doing this globally because it will slow the machine down.
· The relationship between the maxable / minable cut in half and where the rear outfeed roller is can be very important.
· If there is an issue at the start of the bar on a normal trim cut, it could be because the batch of profile is longer than expected. This can be overcome by modifying the profile standard length or the profile specific trim parameter, both accessible from the profile parameter screen.
Autoflow Offcut Blower
Some Autoflows are fitted with an offcut blower. This was an addition made to help clear the offcut at the gripper end from the table. It is a common problem that the blower has been knocked out of position or is not working, hence offcuts trapped at the end of the bar on the last cut
throwawayMinChunk / throwAwayMaxChunk
v6.4.32.0 January 2020
v6.4.32.0 has added parameters to isolate a certain range of chunk sizes. This was required because the software will always try to cut the throwaway part into similar sizes.
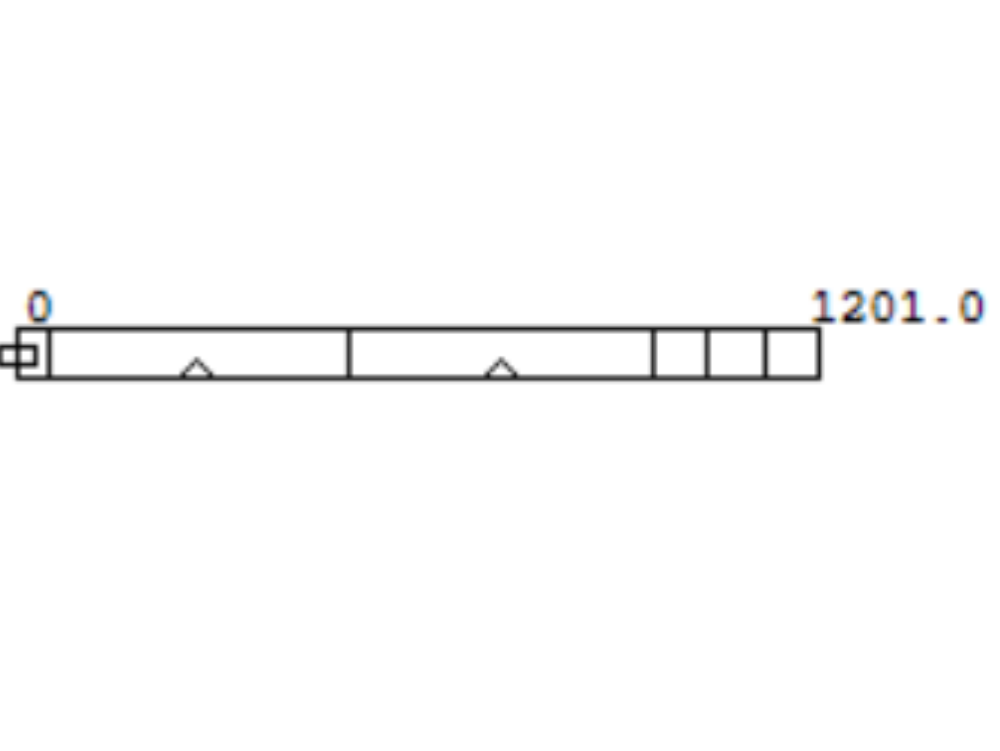
In the case of 1.2m offcut and 2 off 450mm test cuts this looks like

The waste shifted to the beginning is around 253mm. The software divides this figure by the throwawayChunkSize (110) and gets a figure of 2 and a bit, therefore makes 2 cuts to ensure all the chunks are <throwawayChunkSize. Annoyingly, for a 253mm long throwaway, dividing it into 3 leaves a chunksize of around 80mm which is just the right size to get trapped in the rear fence.
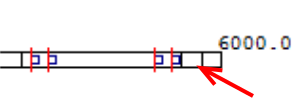
The min and max parameters set a range of chunks sizes that are banned. If the chunk is within this range, the software will automatically cut and extra cut to avoid this length.
This is the cut pattern with min and max range set to 75-85:

Update v6.4.48.0 September 2020
Further analysis shows the main problem area to be a "maxable" square cut. If the maxable is > chutewidth, then this piece will be cut in two. This is fairly normal on flowlines where maxable=140 and chutewidth=125. This leaves a chunk of 70mm, which is a problem size.

To remove a problem cut, the 6.4.48.0 version of software shifts the cut to give a long piece and a very short piece. This is better because these sizes do not get caught in the rear fence. The sizes are calculated by placing the cut at chutewidth-10 millimetres from the end of the piece. This may leave a really short bit (10 - 25 mm at the very beginning of the bar, but this is a more reliable piece size to dispose of.
Before
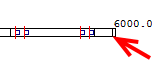
After
| Machine | throwawayMinChunk | throwawayMaxChunk |
|---|---|---|
| Standard saw, Zx / Flowline | 65 | 85 |
| Autoflow | ||
| Ancil saw |
See Also
Latest software updates
https://stuga.dokit.app/wiki/Waste_and_trim_cut_improvements_December_2019
Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português