This module guides the engineer on how to correctly set the cut lengths on Stuga saws

Difficulté
Moyen
Durée
60 minute(s)
Sommaire
- 1 Introduction
- 2 Pièces et outils
- 3 Étape 1 - Scaling / Calibration
- 4 Étape 2 - Ensure Cut Length Consistency
- 5 Étape 3 - Set blade kerf
- 6 Étape 4 - Bladeoffset
- 7 Étape 5 - Cut Bladeoffset tests
- 8 Étape 6 - Measure results
- 9 Étape 7 - Change bladeoffset parameters
- 10 Étape 8 - Run test again to check
- 11 Étape 9 - Check Mitres \/
- 12 Commentaires
Introduction
The engineer will need a reasonable mechanical knowledge, and a working knowledge of the operation of the machine.
The following steps are taken to set the saw lengths correctly:
· Scaling / calibration
· Ensure cut length consistency
· Set saw blade kerf
· Set blade offsets / and \
· Check mitre / mitre cuts- Pièces et outils
Pièces et outils
150mm Rule 

150mm Rule
Étape 1 - Scaling / Calibration
If this process is to be carried out on a flowline, it is very important for the full scaling procedure to be followed, to ensure accuracy across both machines
Étape 2 - Ensure Cut Length Consistency
It is important to ensure that the cut lengths are consistent before any changes are made. An inconsistent result could throw all accuracy adjustments out, and will not find the root cause of the problem.
1. Cut 19 off 300mm pieces [ ] from a 6m length.
2. Mark each piece as it is cut
3. Check lengths of each one, measure across the BOTTOM of the profile
4. Check each cut for squareness
5. To pass, all cut lengths must be within 0.5mm
Factors affecting cut length consistency:
| Possible Cause | Solution |
| Backlash in saw pusher | Mesh the pinion into the rack tighter |
| Profile “jumping” because a pneumatic function is jogging the profile | Smooth the motions with flow control valves and lock off with pliers. |
| Profile jumping on Eject Clamp | Fit flow control to eject clamp down stroke |
| Alignment / level of saw infeed | Check alignment with laser level
Saw infeed is forward of saw backfence |
| High / Low Clamp pressure sticking on high | Faulty valve or pressure regulator; electrical fault |
| On standalone saw: Slack Chain | Tension chain |
| Pusher disappearing inside profile | Infeed tables raised |
Étape 3 - Set blade kerf
- Ensure batch is complete
- If running on a flowline, make sure the machining centre program is exited to desktop
- Measure the saw blade kerf with callipers
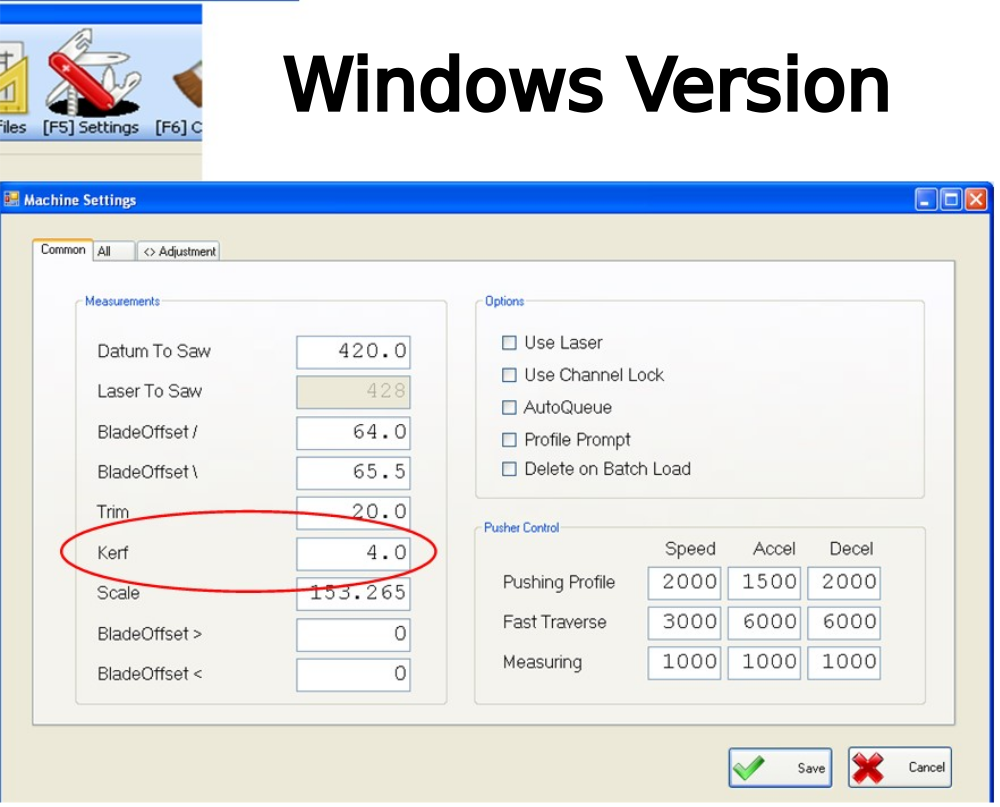
- Input into “Machine Parameters” menu.
- Cut [ ] 300mm, 1000mm, 2000mm and check lengths. An incorrect kerf will change the cut length by the same amount on each different length.




Étape 4 - Bladeoffset
The Bladeoffset parameters control how much the software moves the bar through to carry out a particular cut.
In the diagram, the red circles show the pivot point of the blade, and the blade in the 90 degree position and 45 degree position. Both 90 and 45 saw cuts would finish the piece off to the same length, but it is clear that a different position of the saw blade compared to the profile is required. This is demonstrated by the dimension x.
Because the saw cut is 45 degrees, the distance x is equal to the distance of the pivot point to the backfence. This is our bladeoffset parameter /, and it tells the software to push the bar through further on a 45 degree cut.
The same applies to the cut \ on the opposite end

Étape 5 - Cut Bladeoffset tests
Cut a bar with:
300mm [ ]
300mm [ ]
300mm [ /
300mm [ /
300mm [ /
300mm \ ]
300mm \ ]
300mm \ ]
Étape 6 - Measure results
Using a [ ] 300mm +/- 0.1mm piece as a guide, offer it up to the [ / pieces. It is much easier to find the point of the mitre for measuring when the piece is pushed up against another.
Measure the difference between the two pieces with callipers. Check with the other [ / pieces to ensure there are no random inconsistencies

Étape 7 - Change bladeoffset parameters
Update the / Cut Offset parameter in “Machine Parameters” menu.
This is named BladeOffset / and BladeOffset \ in the windows version
| Condition | Change |
| [ / too long | Add to / Cut Offset |
| [ / too short | Subtract from / Cut Offset |
Repeat for \ ] cuts
| Condition | Change |
| \ ] too long | Subtract from \ Cut Offset |
| \ ] too short | Add to \ Cut Offset |
NOTE:
· Subtracting 0.5 from -65 gives -65.5 !!!!!
· On the older DOS Systems, one blade offset is positive, one is negative. Which is which depends on the handing of the machine:
| Hand | / Cut Offset | \ Cut Offset |
| Standard | + | - |
| Opposite | - | + |
The newer Windows system has positive vales for both numbers, which makes it less confusing with the machine handing




Étape 8 - Run test again to check
Run the test again to check that the [ / and \ ] cuts align with the 300mm [ ] cut. This should be within 0.2mm

Étape 9 - Check Mitres \/
The last step is to check that the mitre – mitre cuts are the correct length.
- Cut 5 off 300mm \ / cuts
- Compare all to the 300mm square – square.
- The error should be within 0.2mm.
- If there is a bigger error, something has been missed and the whole process needs to be checked again.

Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português