Details to install pneumatic loom

Difficulté
Difficile
Durée
8 heure(s)
Sommaire
- 1 Introduction
- 2 Étape 1 - Unless otherwise stated
- 3 Étape 2 - Fit Front Tray
- 4 Étape 3 - Valve bank identification
- 5 Étape 4 - Cabinet Feed Connections
- 6 Étape 5 - Rework fixing points
- 7 Étape 6 - Fit tie bases
- 8 Étape 7 - Fit rear Ethercat box and 240v socket
- 9 Étape 8 - Prepare Pipes and Cables
- 10 Étape 9 - Connections
- 11 Étape 10 - Loom Regulator pipes
- 12 Étape 11 - Loom Cables
- 13 Étape 12 - Y91 Eject
- 14 Étape 13 - Y80 Infeed top clamp
- 15 Étape 14 - Y82 Outfeed top clamp
- 16 Étape 15 - Y202 side clamp
- 17 Étape 16 - Y204 Clamp position
- 18 Étape 17 - Y206 centralise
- 19 Étape 18 - Y207 saw cut
- 20 Étape 19 - Y210 Z support infeed
- 21 Étape 20 - Y213 Saw blowers
- 22 Étape 21 - Y214 Z Turret infeed
- 23 Étape 22 - Y215 Z Turret outfeed
- 24 Étape 23 - Y224 Outfeed Z block
- 25 Commentaires
Introduction
This instruction is to incorporate assembly R0015033B Module F Wiring loom alongside this
See Electrical department for prepared components from above assembly
Tools Required
Pipe cutters
Pipe identification markers
Flush cutters
Parts Required
P0000010 6mm 1/8 elbow fitting x 6 P0000046 Fitting: 'Y' Adaptor 6mm x 6
P0000047 Bulkhead Elbow 6mm x 1
P0000159 Fitting: Stem Blanking Plug 6mm x 2
P0000160 Fitting: Flow Controller In Line 6mm x 2
P0000551 6mm inline Quick Exhaust Fitting x 3
P0001030 Fitting: SMC 6mm Equal Tee x 1
P0001008 regulator x 3
P0001009 Regulator nut x 3
P0001106 Plug in reducer 12-8mm x 1
P0001107 Fitting 12mm equal tee x 1
P0001166 12mm tube to tube elbow x 1
Étape 1 - Unless otherwise stated
All bolts to have Loctite 243 adhesive applied unless otherwise stated
All Threaded Pneumatic connections to have Loctite 570 applied
All bolts to be pen marked once adhesive applied and correct tension added

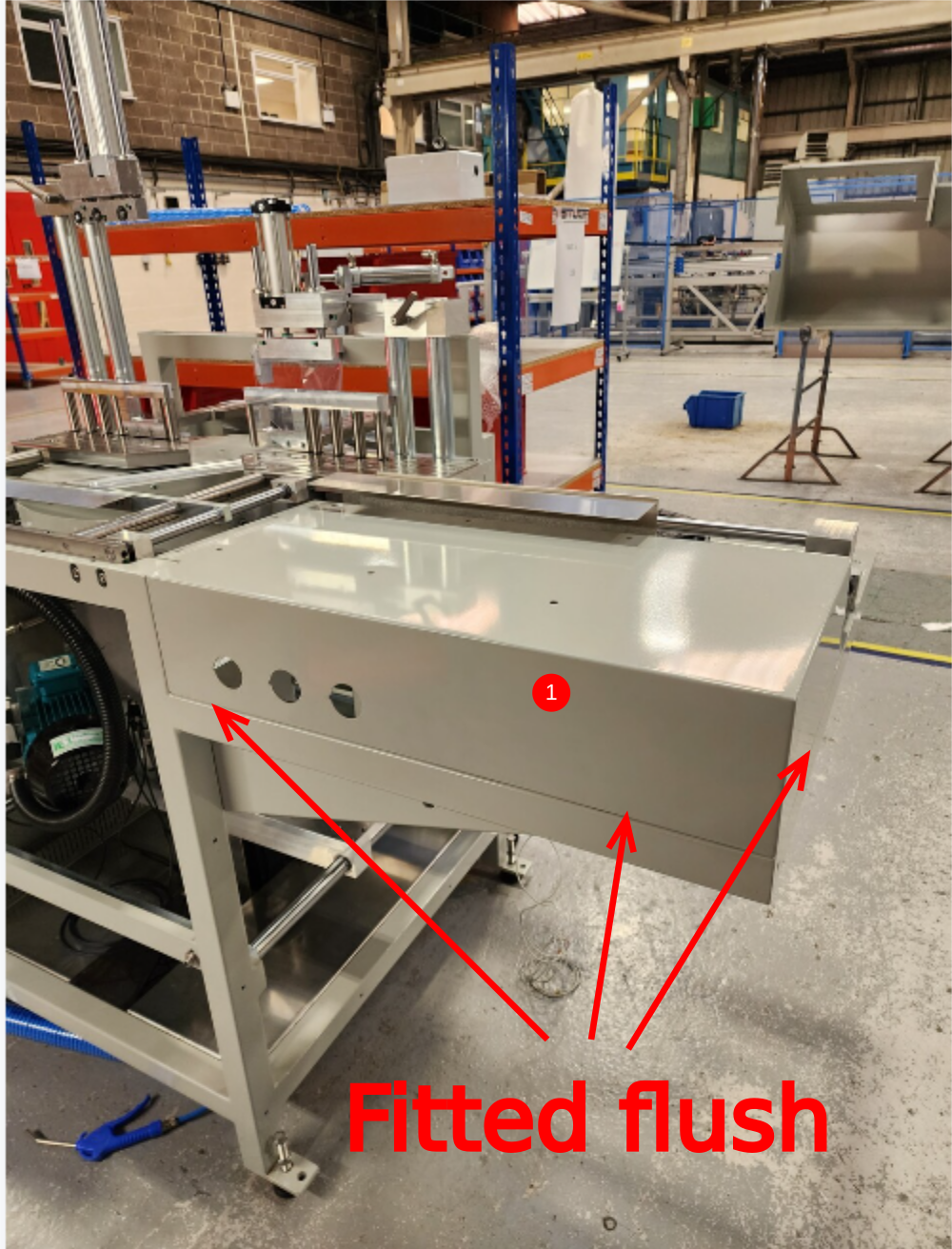
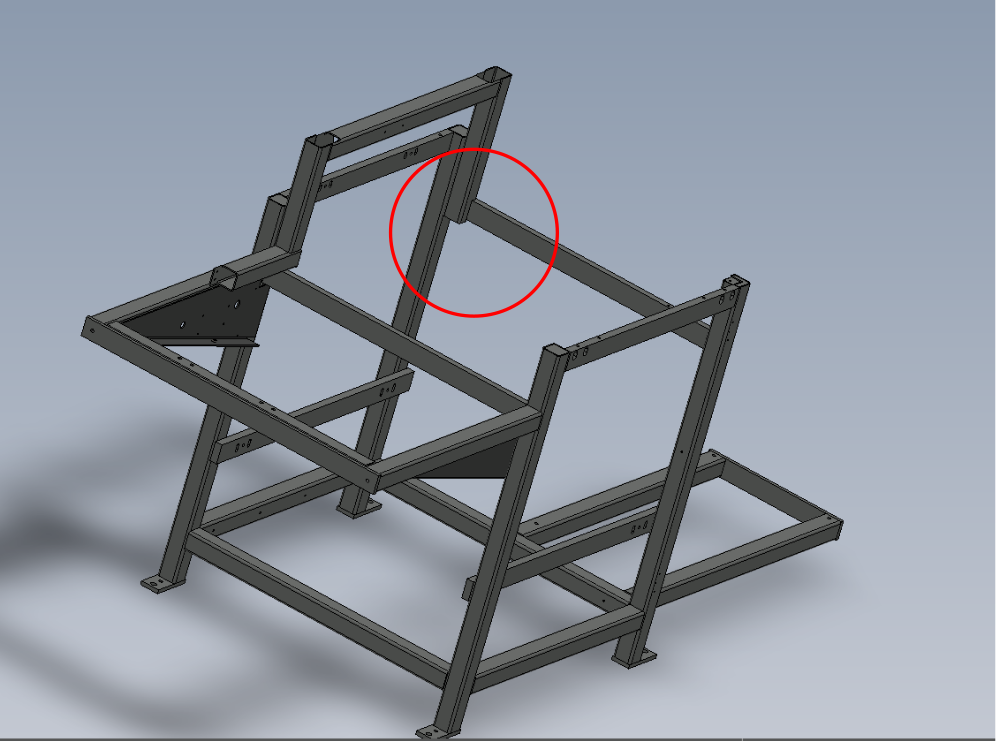
Étape 2 - Fit Front Tray
1 Fit front tray using 3 off M6 x 12 socket caps and 3 off penny washers
Ensure tray is fitted flush to frame on external edges
2 Assemble 3 off P0001008 regulators with 6 off P0000010 elbows as shown
3 Fit regulators to tray , ensuring all orientated the same and correct way
4 Add identification labels printed from dyno machine to regulators front and rear as follows
Y206 Centralise
Y202 Side clamp
Y80 Infeed Top clamp




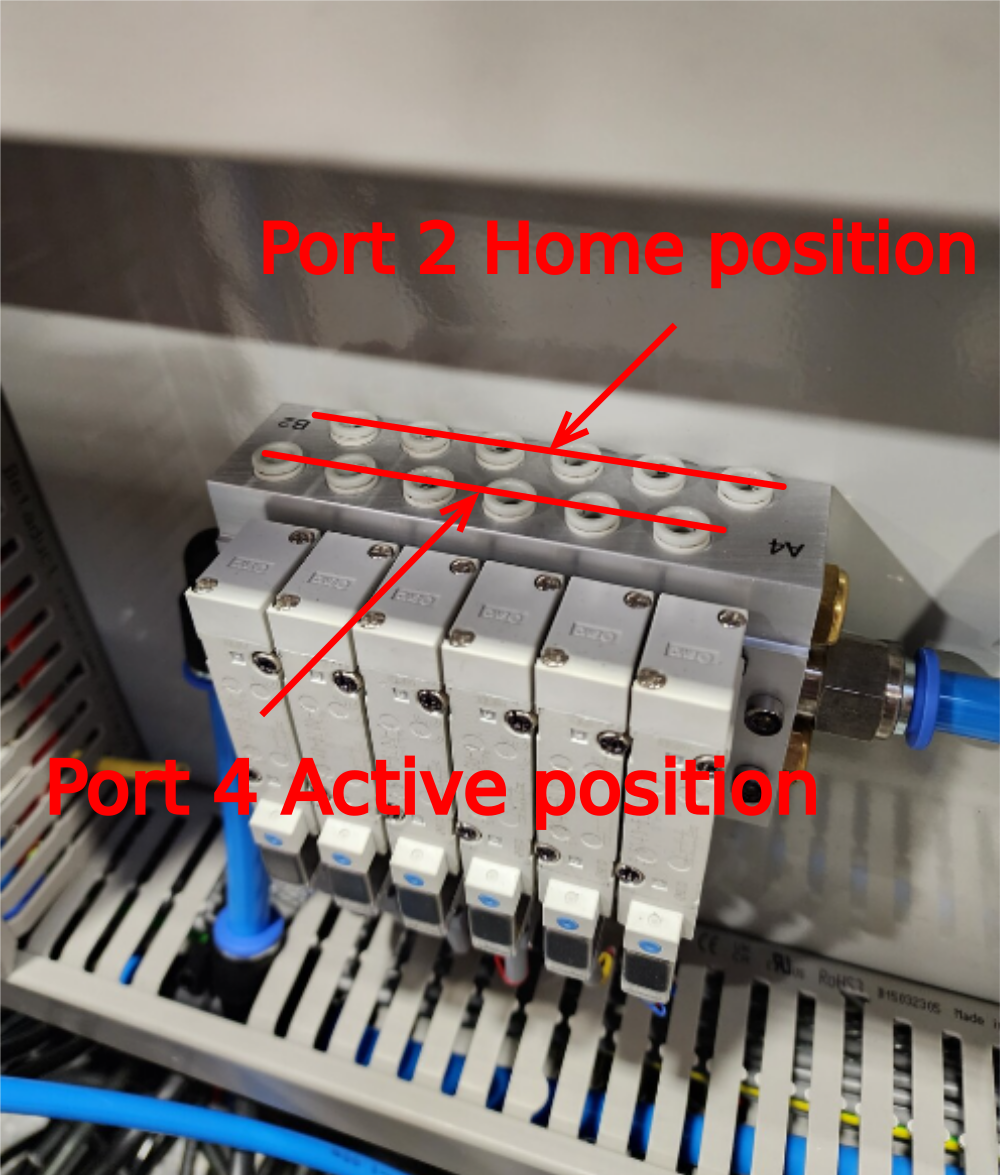
Étape 3 - Valve bank identification
2 Row is home position
4 Row is active position

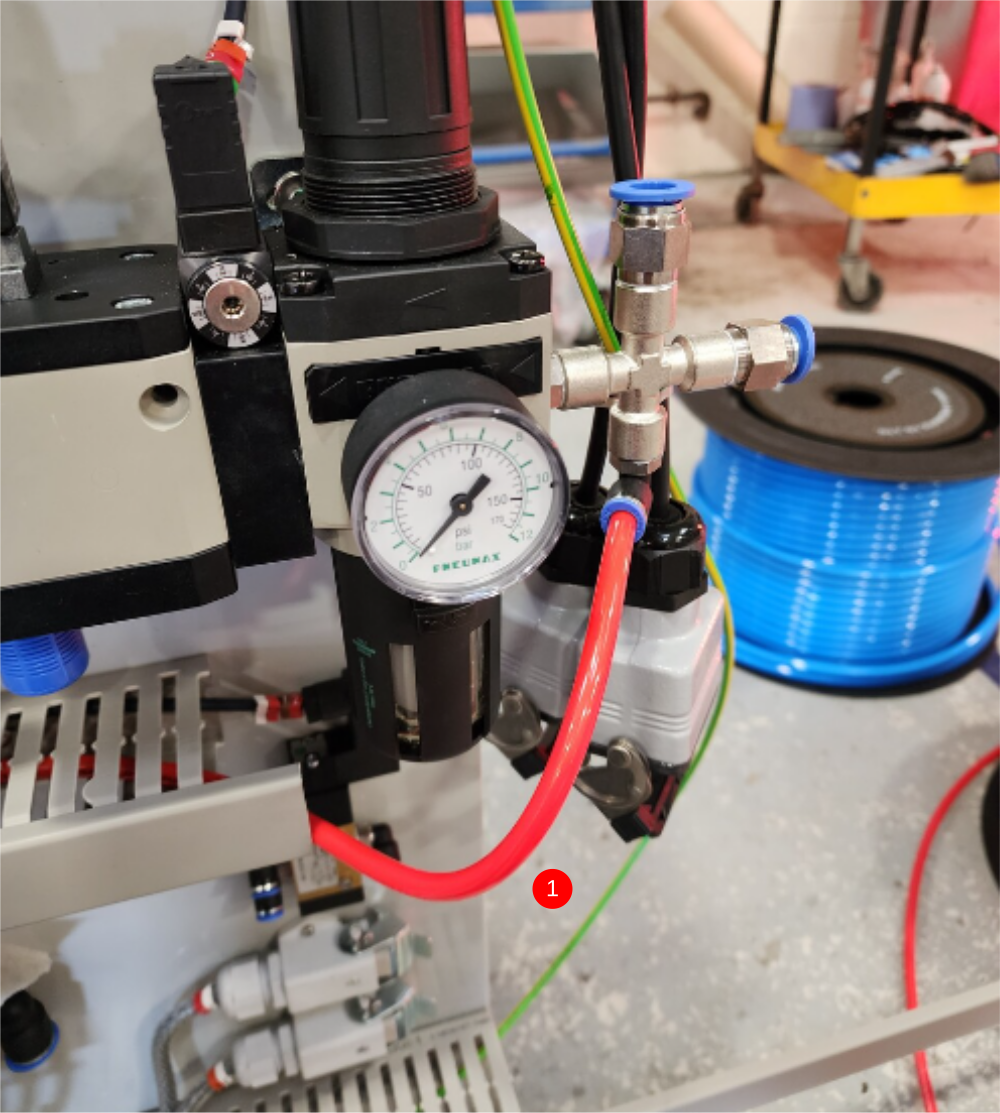
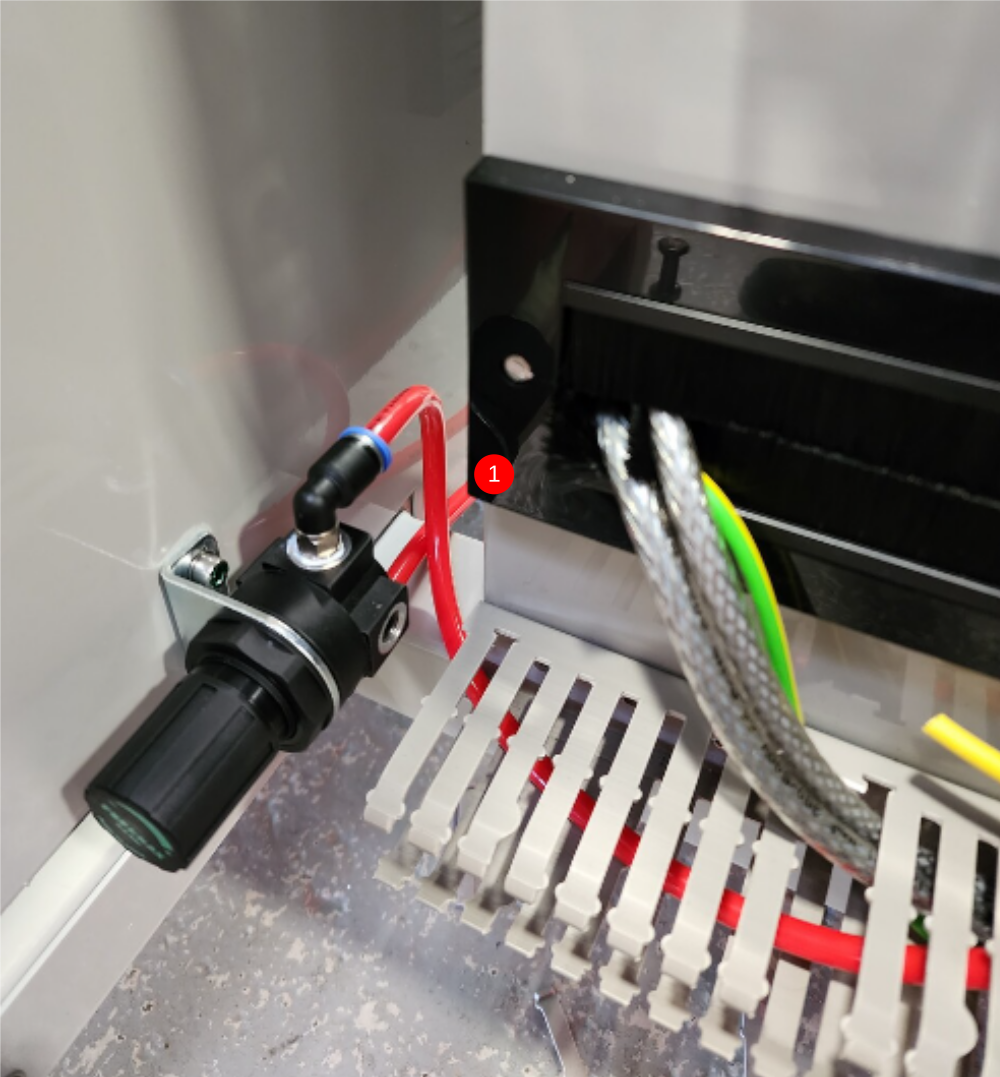
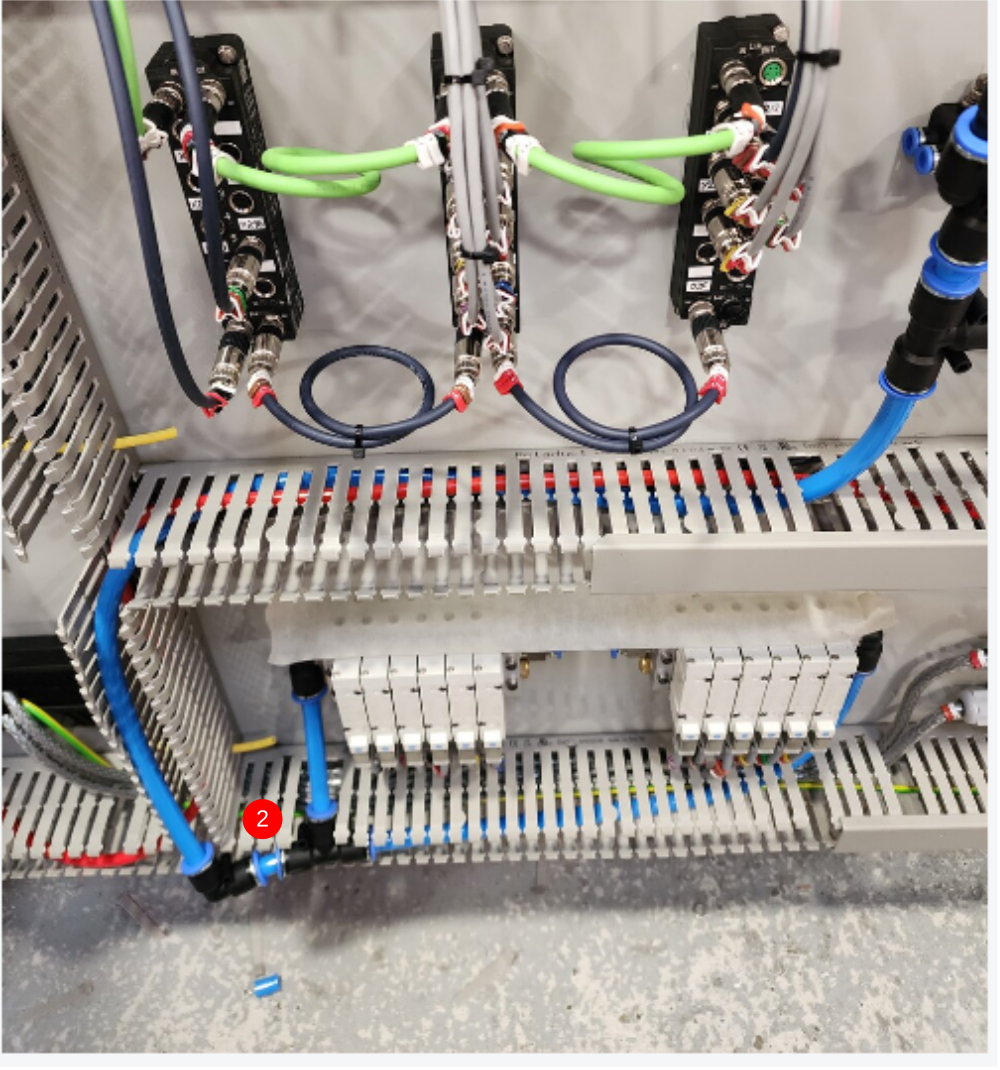
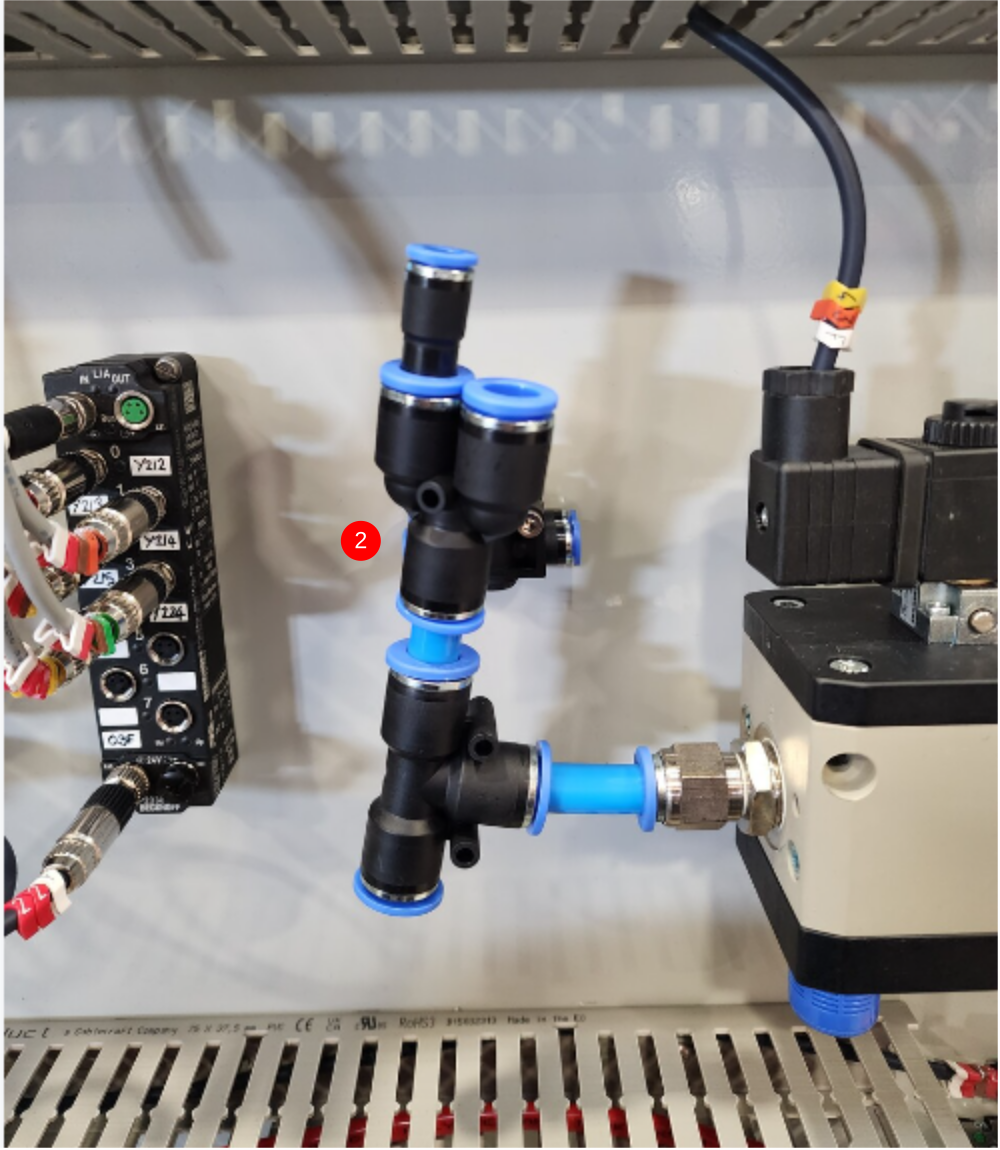
Étape 4 - Cabinet Feed Connections
1 Connect 8mm Red pipe to air gun regulator .From main air service unit through trunking to regulator
2 Connect 12mm pipe as shown

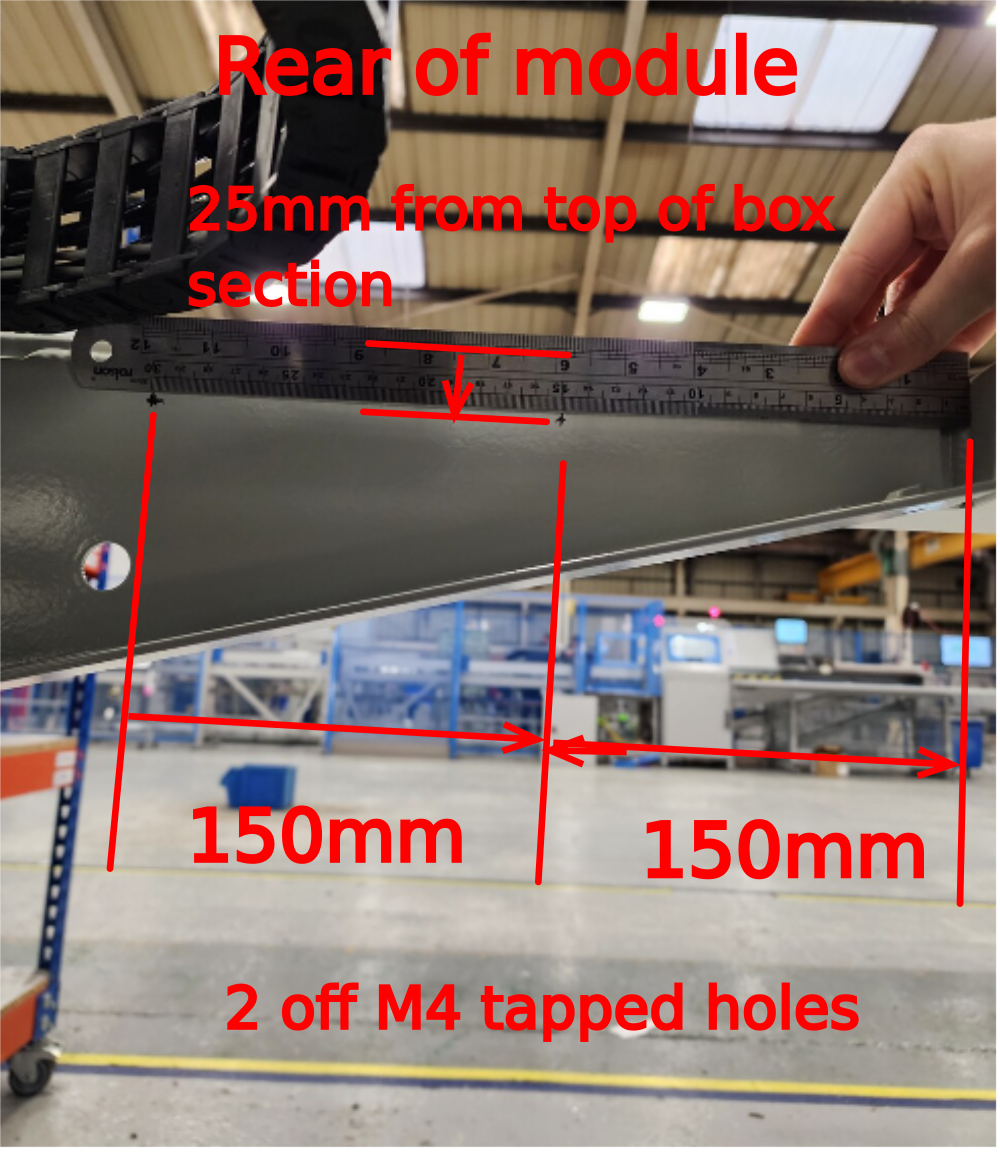
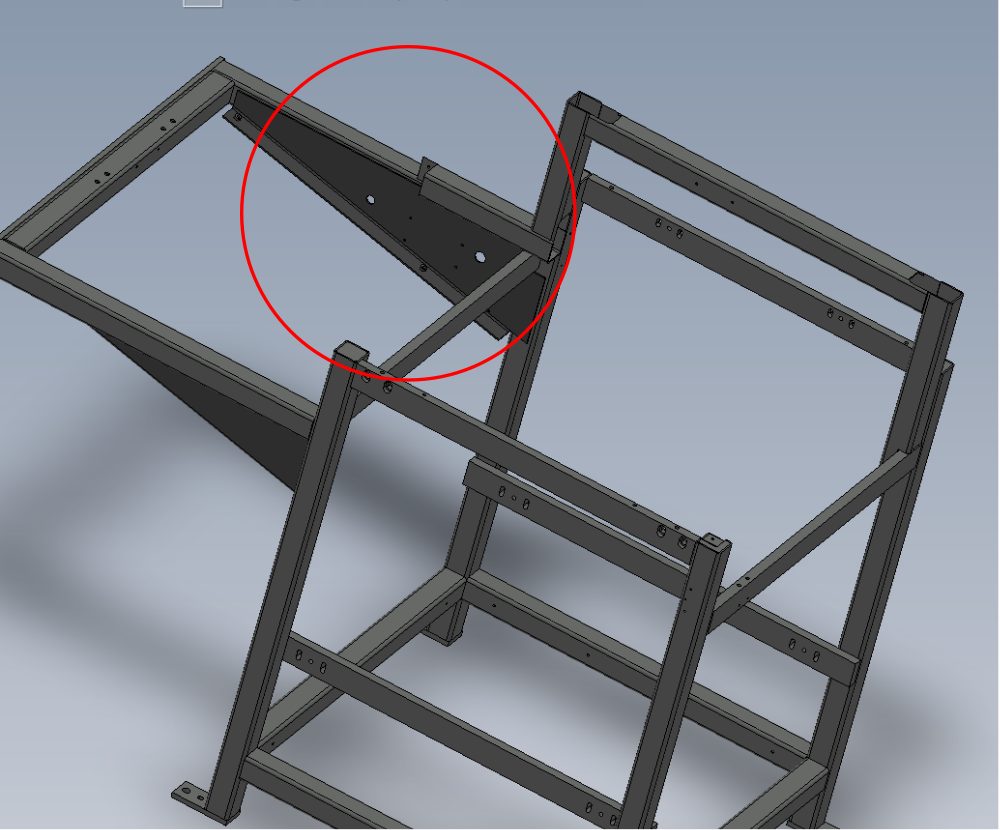
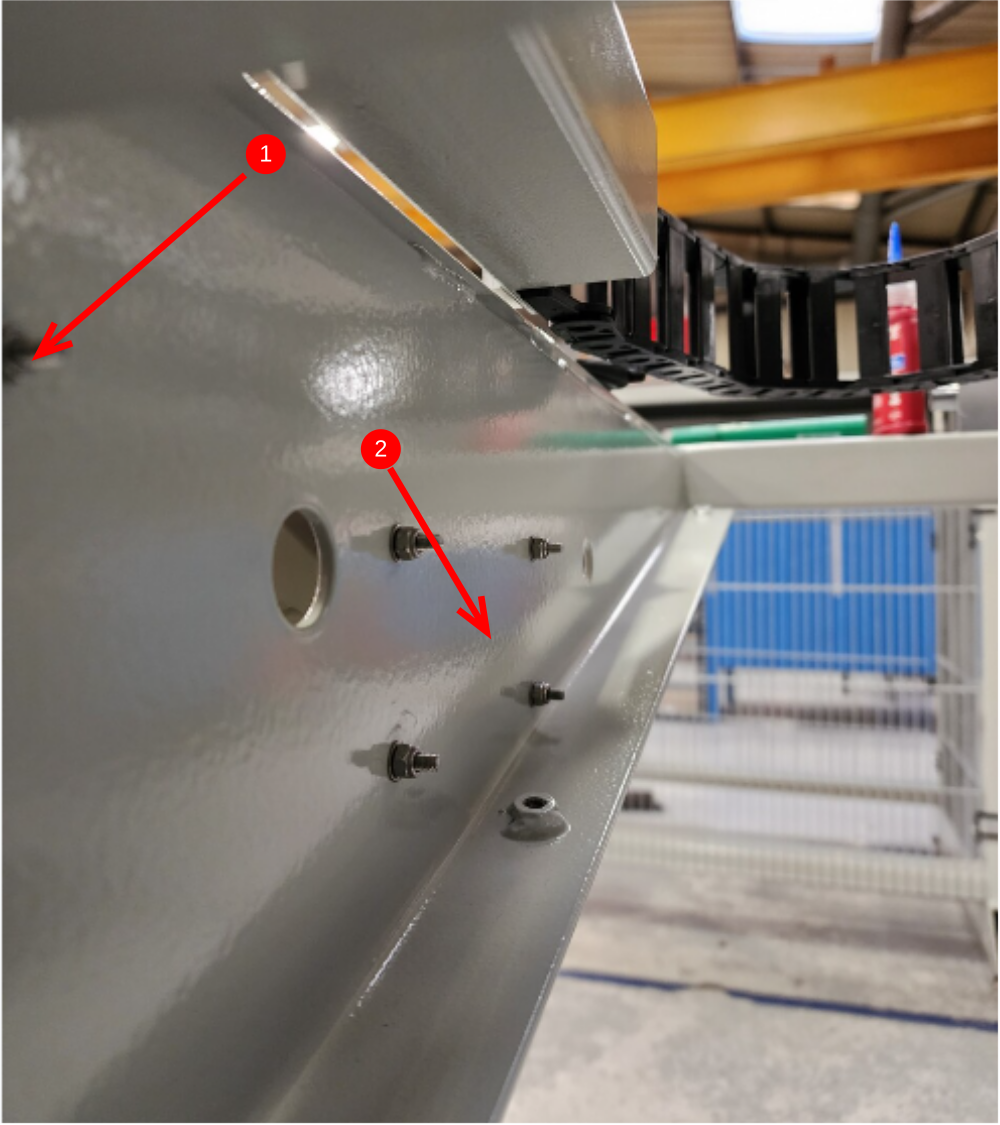
Étape 5 - Rework fixing points
Additional holes added for cable tie bases .
ECR Raised 14/12 /23 to capture. Until processed rework parts at production
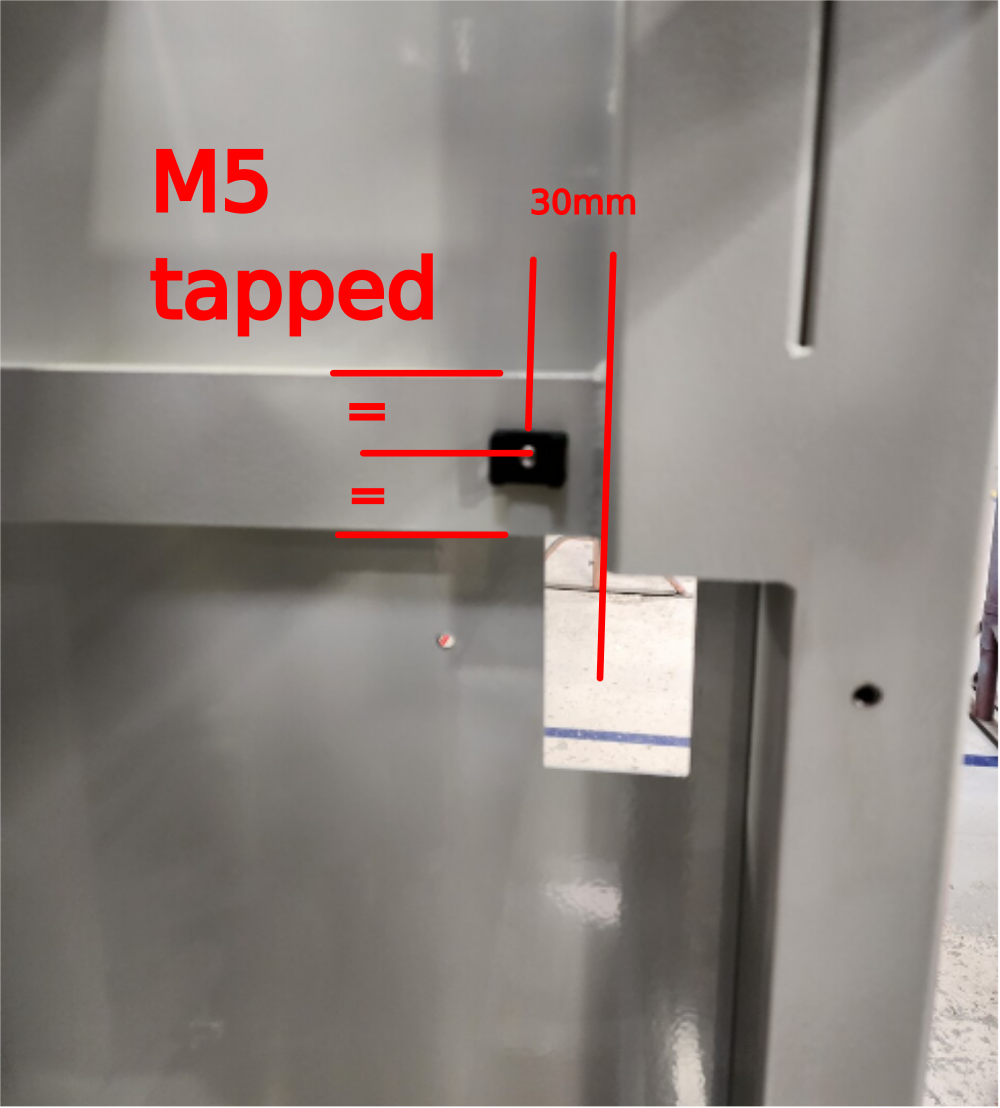
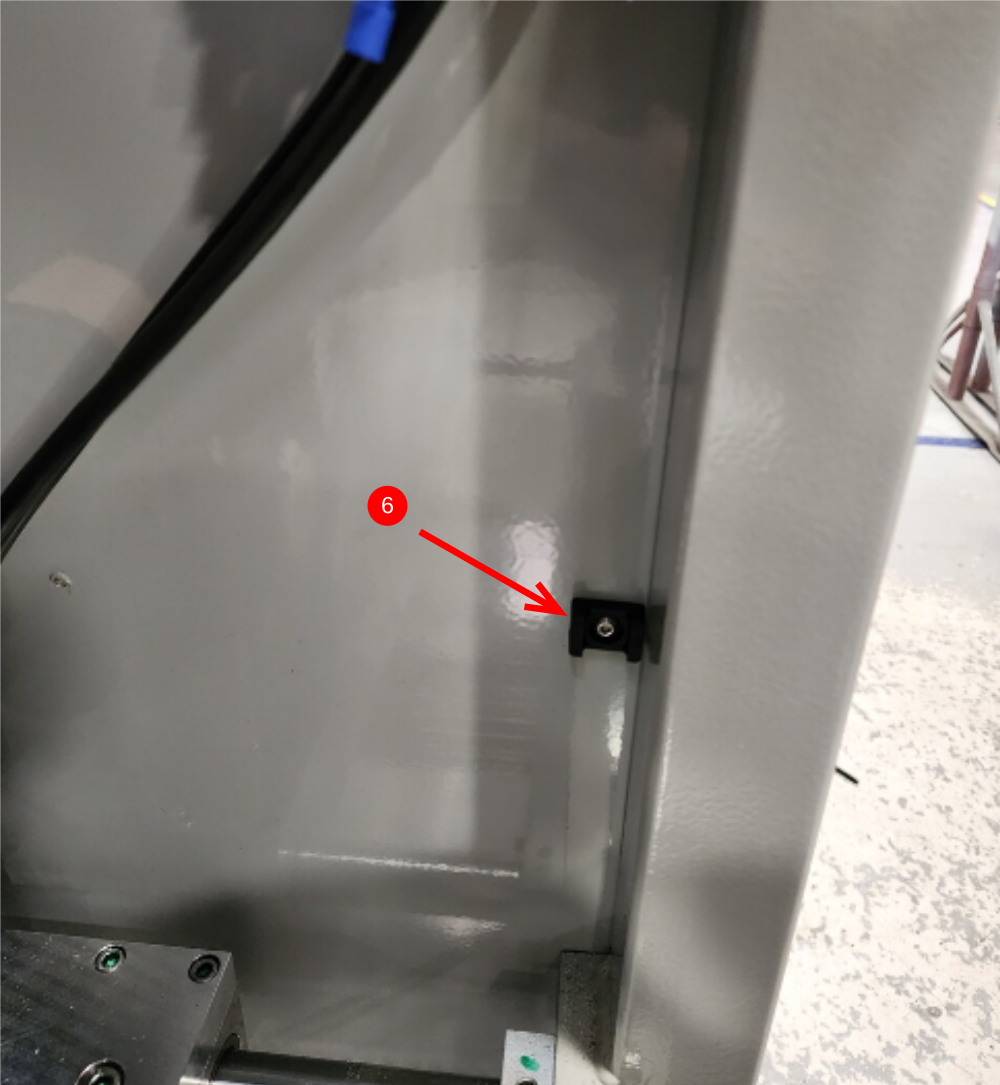
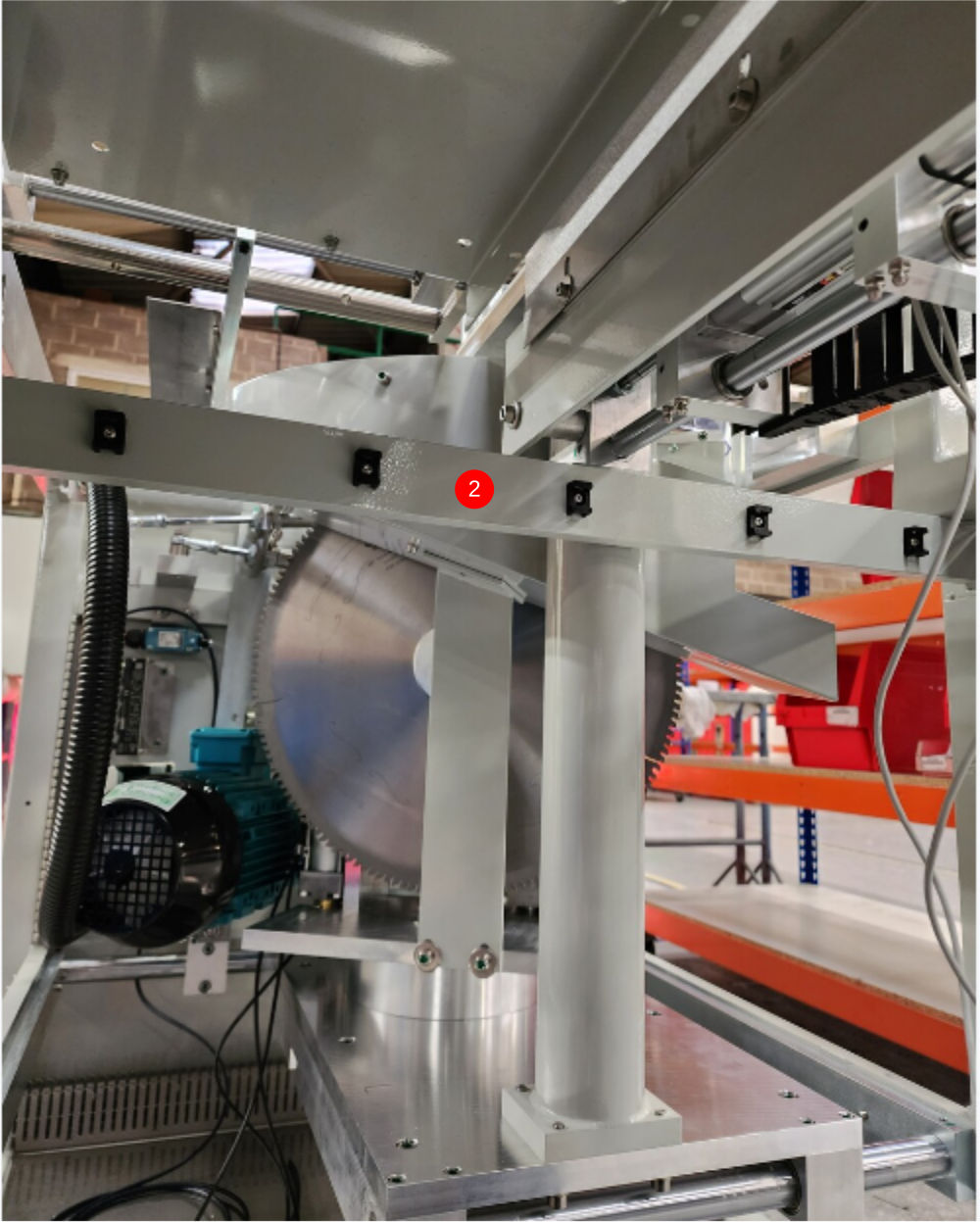
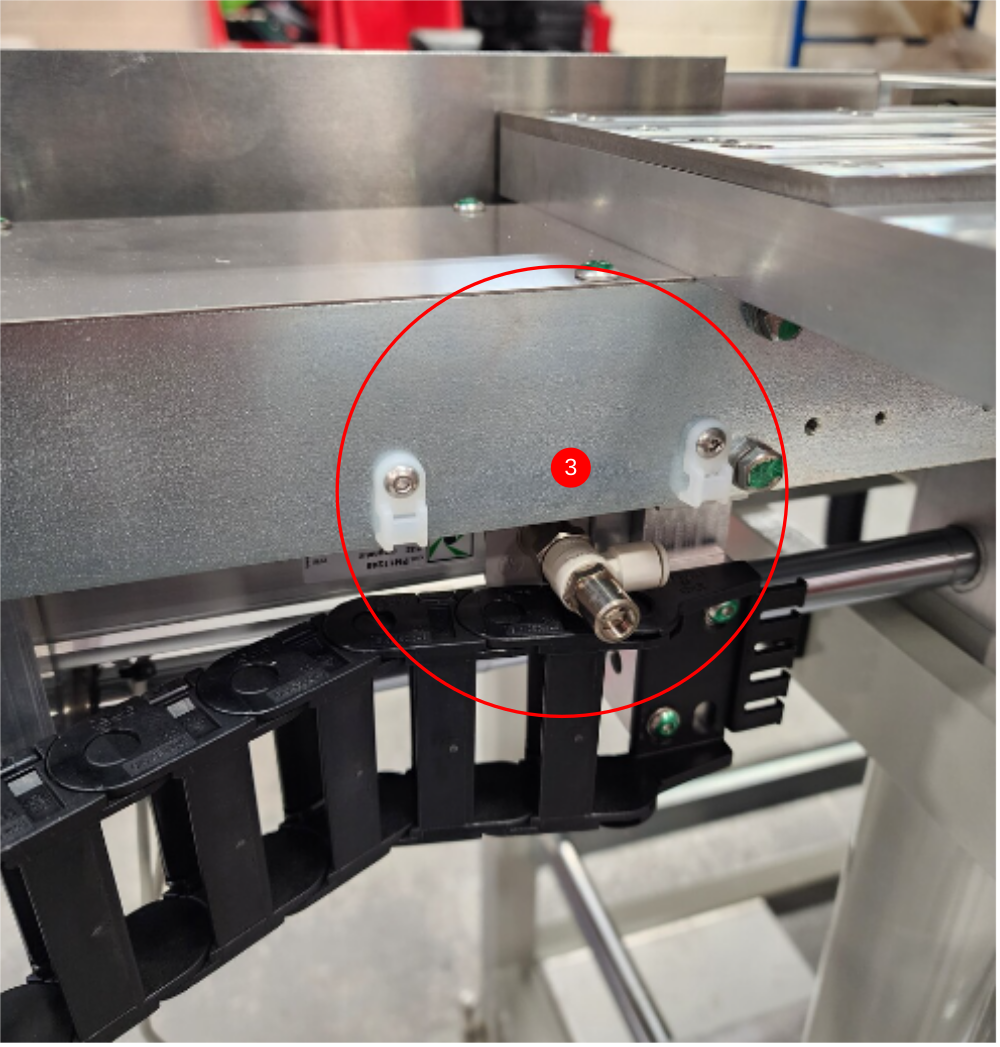
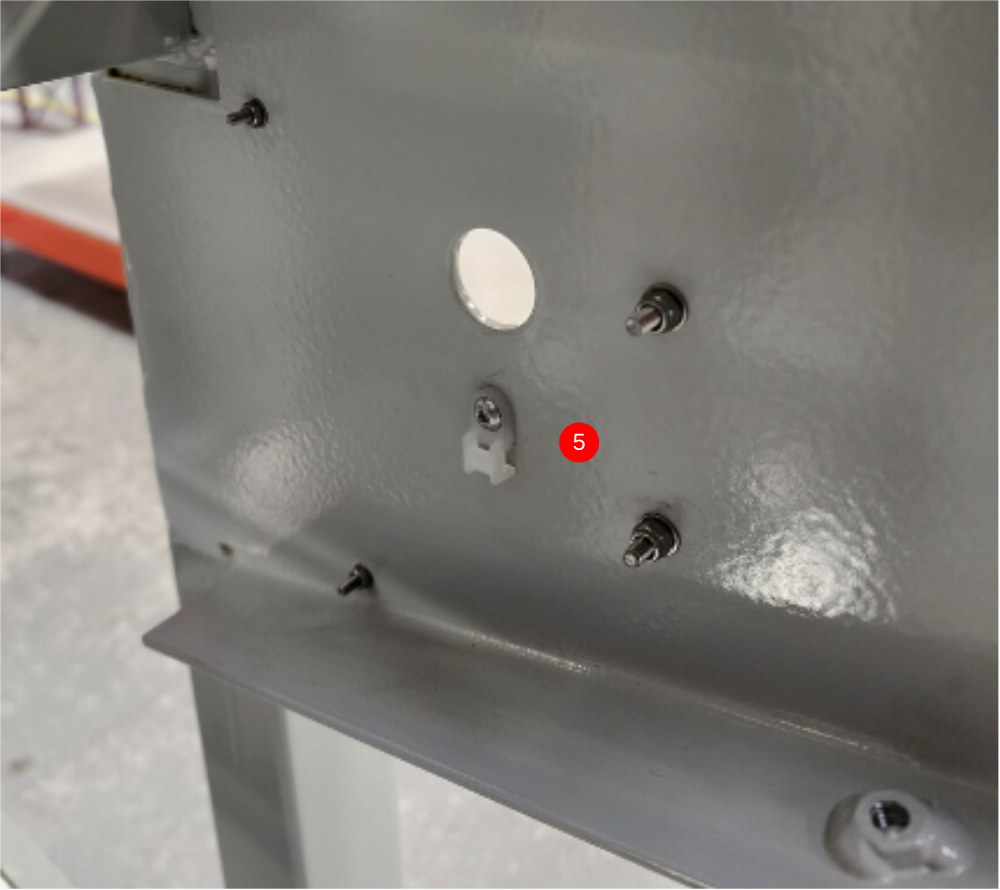
Étape 6 - Fit tie bases
1 Fit 2 off M4 tie base as shown using M4 x 6 button sockets. Ensure to orientate as shown
2 Fit 5 off M6 tie base as shown. Use M5x10 button sockets to fix
3 Fit 2 off M4 tie bases to eject using 2 off M4 x 6 button sockets
4 Fit 2 off M4 tie bases to eject using 2 off M4 x 6 button sockets
5 Fit 1 off M4 tie bases to eject using 1 off M4 x 6 button socket
6 Fit 1 off M6 cable tie base using M5 x 10 button socket


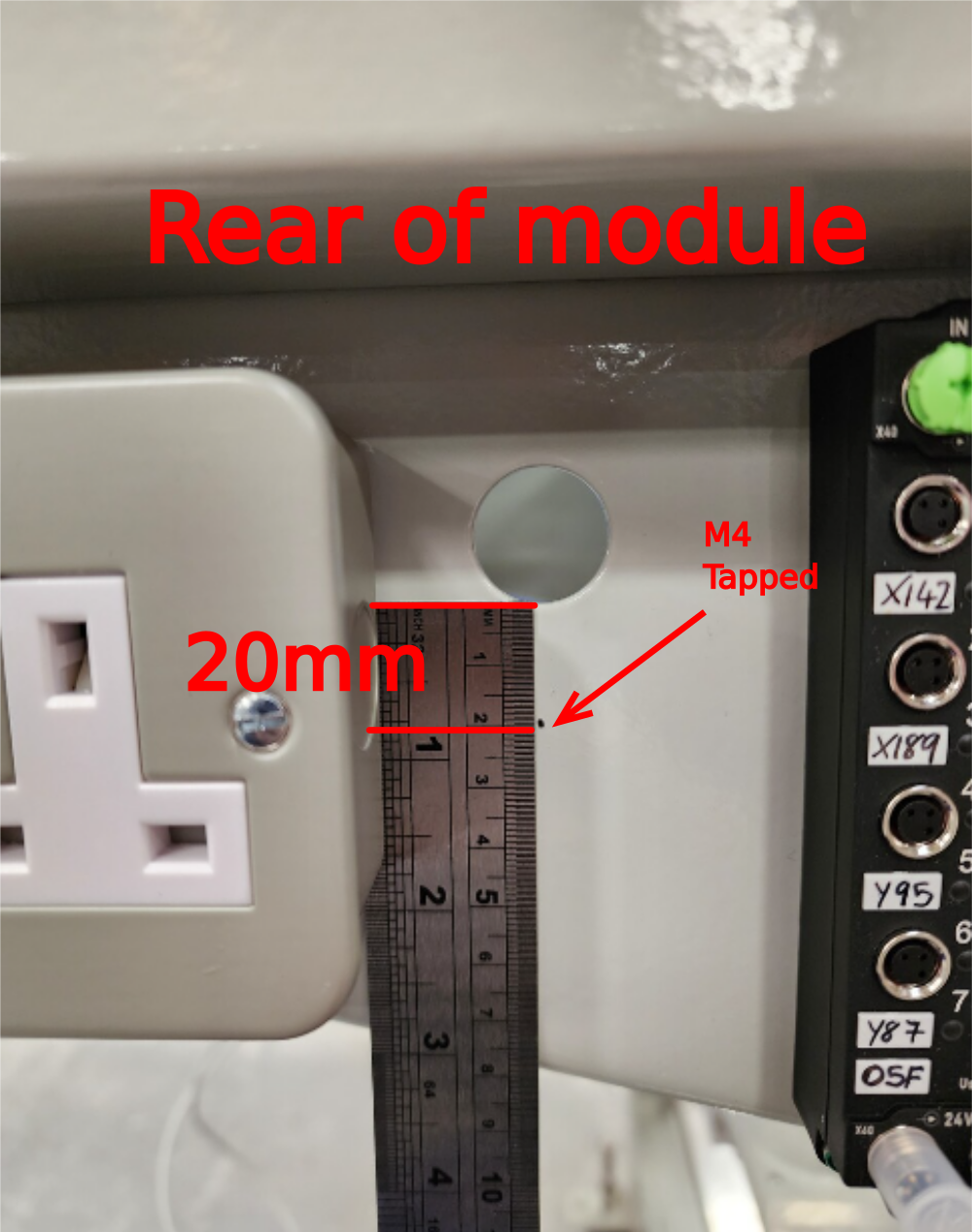
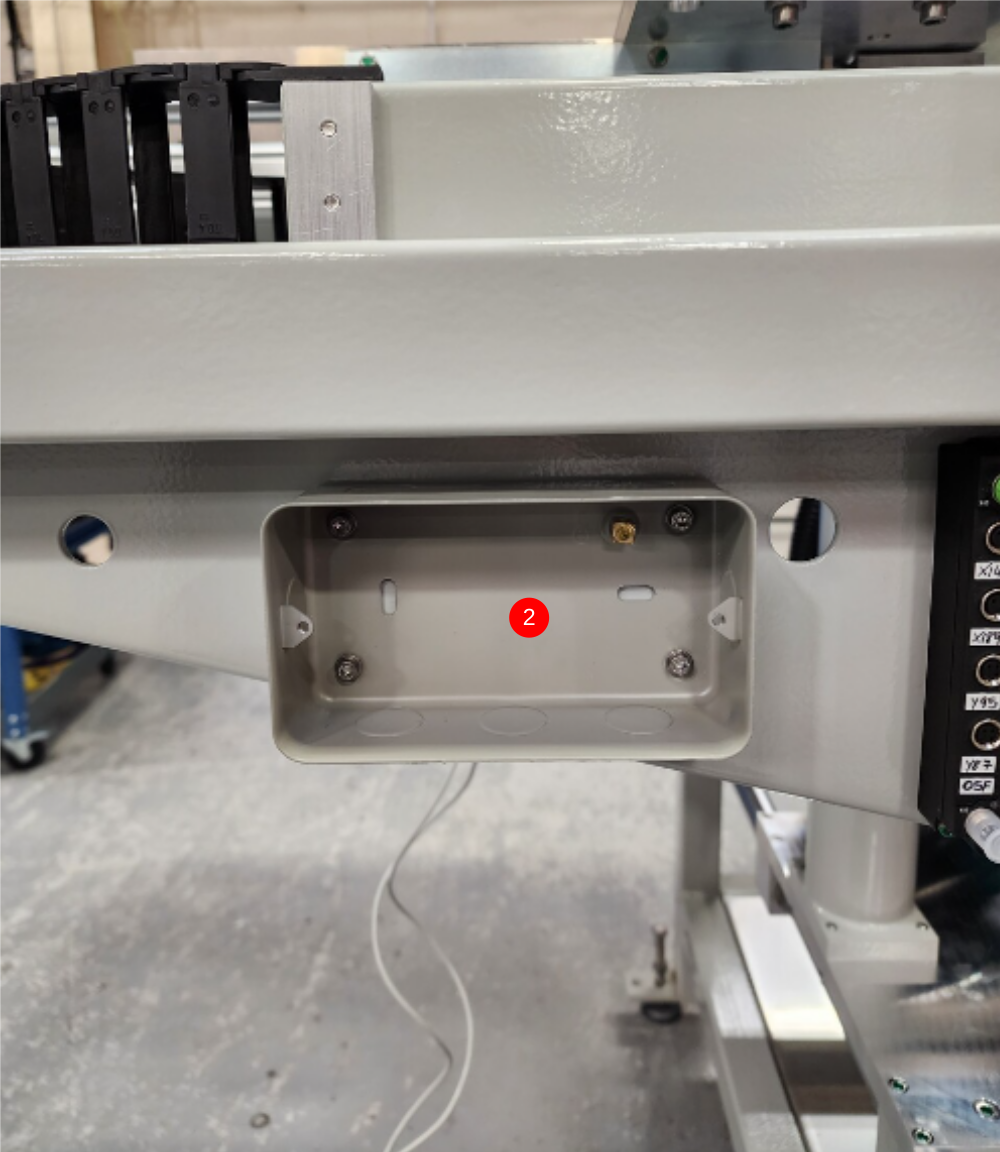
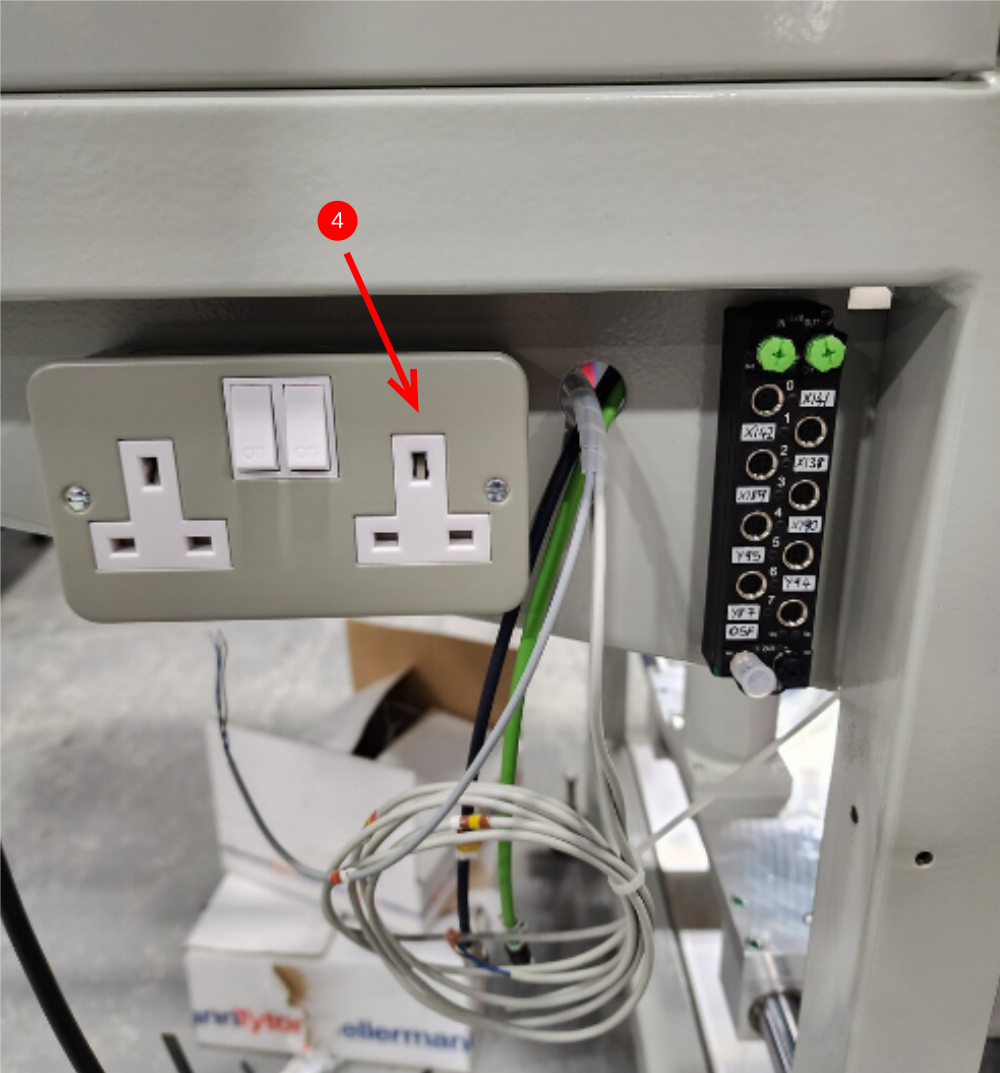
Étape 7 - Fit rear Ethercat box and 240v socket
1 Fit ethercat box as shown using 2 off M3 x 25 pan heads. Fit 2 off M3 A Form washers and 2 off M3 nuts behind
2 Fit 240v socket using 4 off M4 x 12 socket caps and 4 off A Form washers . Fit 4 off M4 A Form washers and 4 off M4 nyloc nuts behind
3 Refit front cover to 240v connection box

Étape 8 - Prepare Pipes and Cables
1 Cut 6 lengths of 6mm black pipe at 5 meter long .
2 Use cables EC05F and 24F from loom box

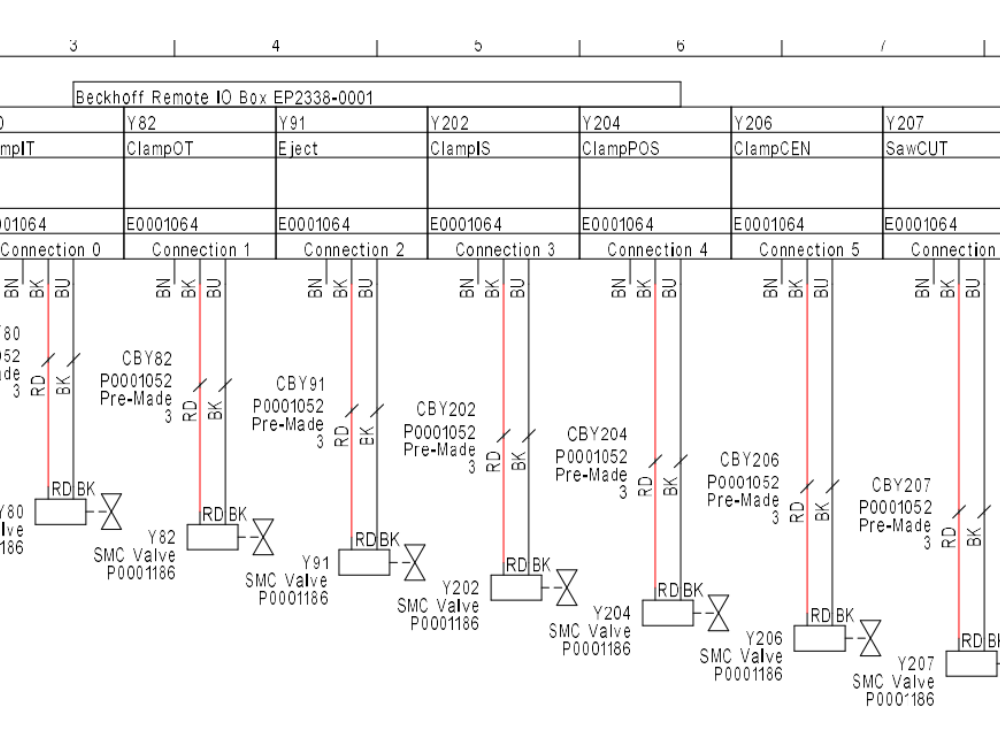
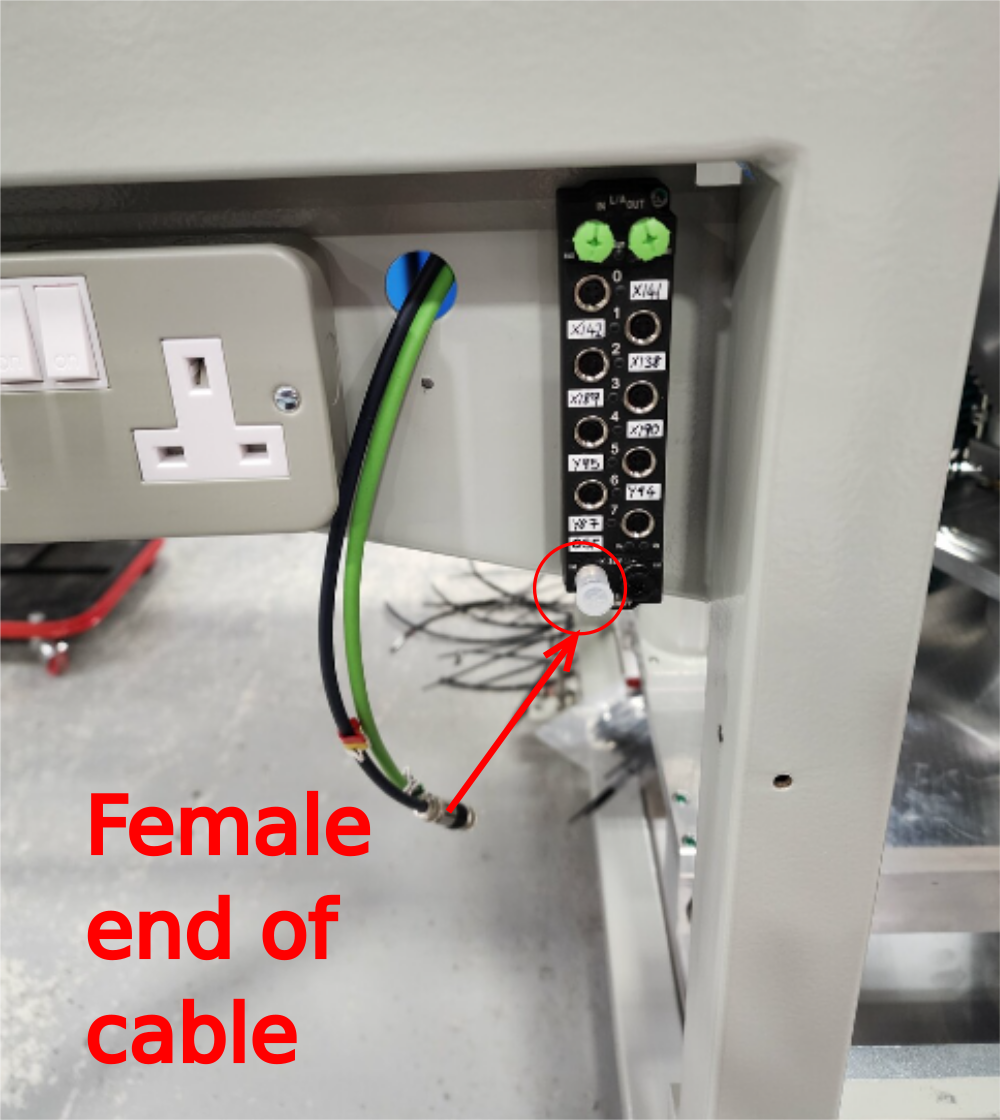
Étape 9 - Connections
1 Connect EC05f to in port of shown Ethercat box
2 Connect 24f to in port of shown Ethercat box and tidy loom with cable ties
3 Leave slack here for regulator connections


Étape 10 - Loom Regulator pipes
1 Loom across and attach 6 off 6mm black pipes to lower tab of tie bases.
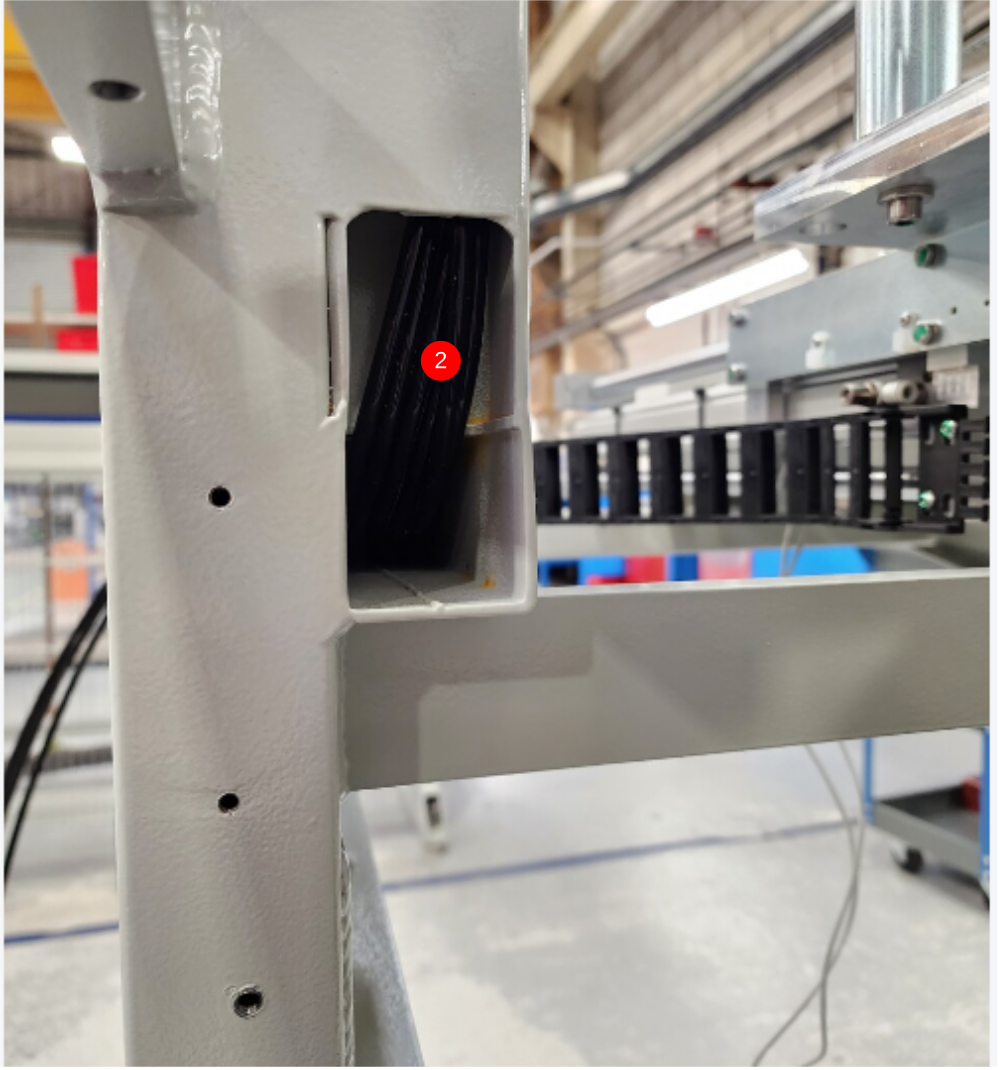
2 Route pipes through area shown
3 Exit pipes at this point
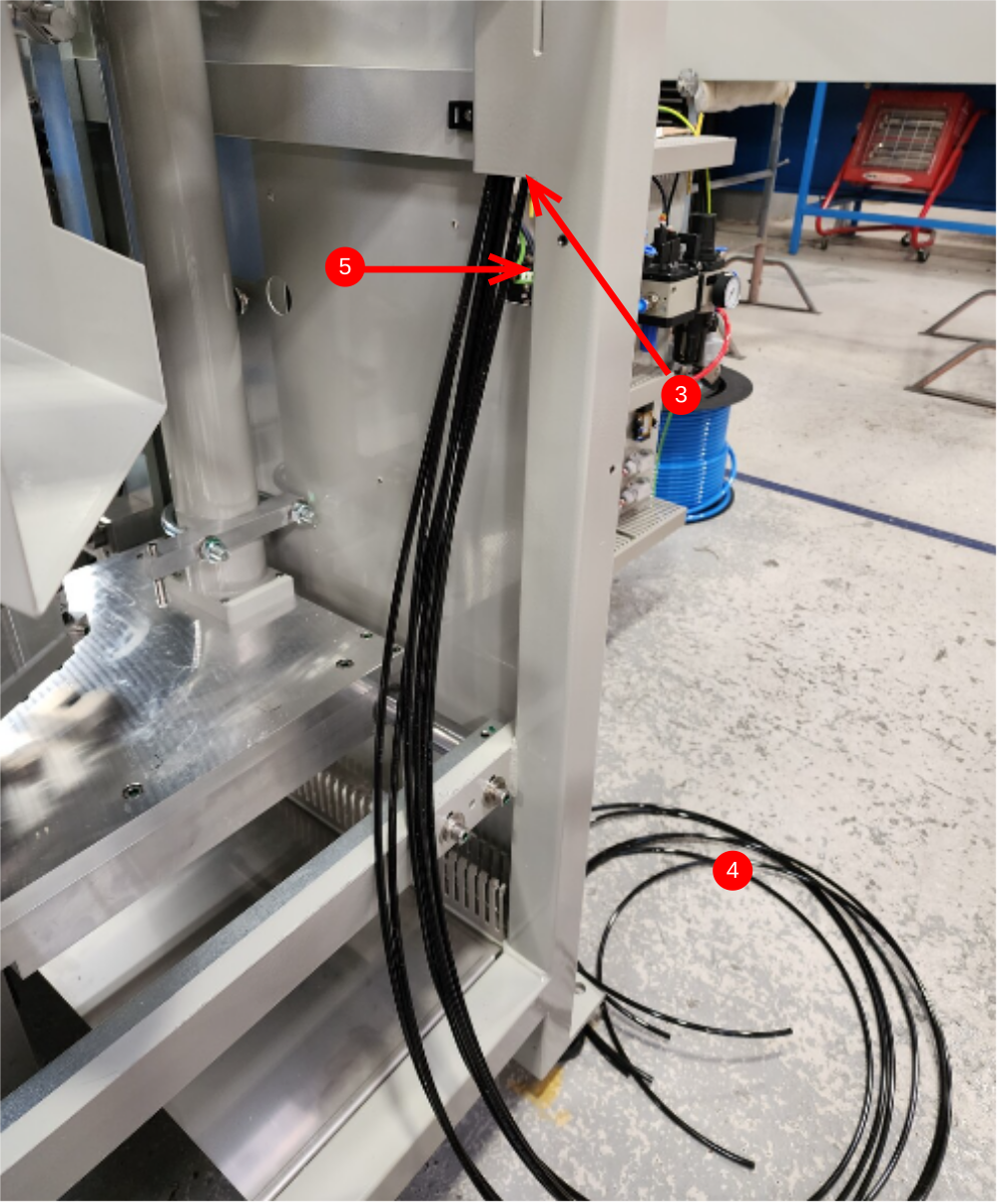
4 Identify pipes using airline to blow through. Use numbers 2069,2029,809,802,2022 and 2062.
5 Exit 2069,2029,809 and 802 through cutout. Leave 2022 and 2062 as is
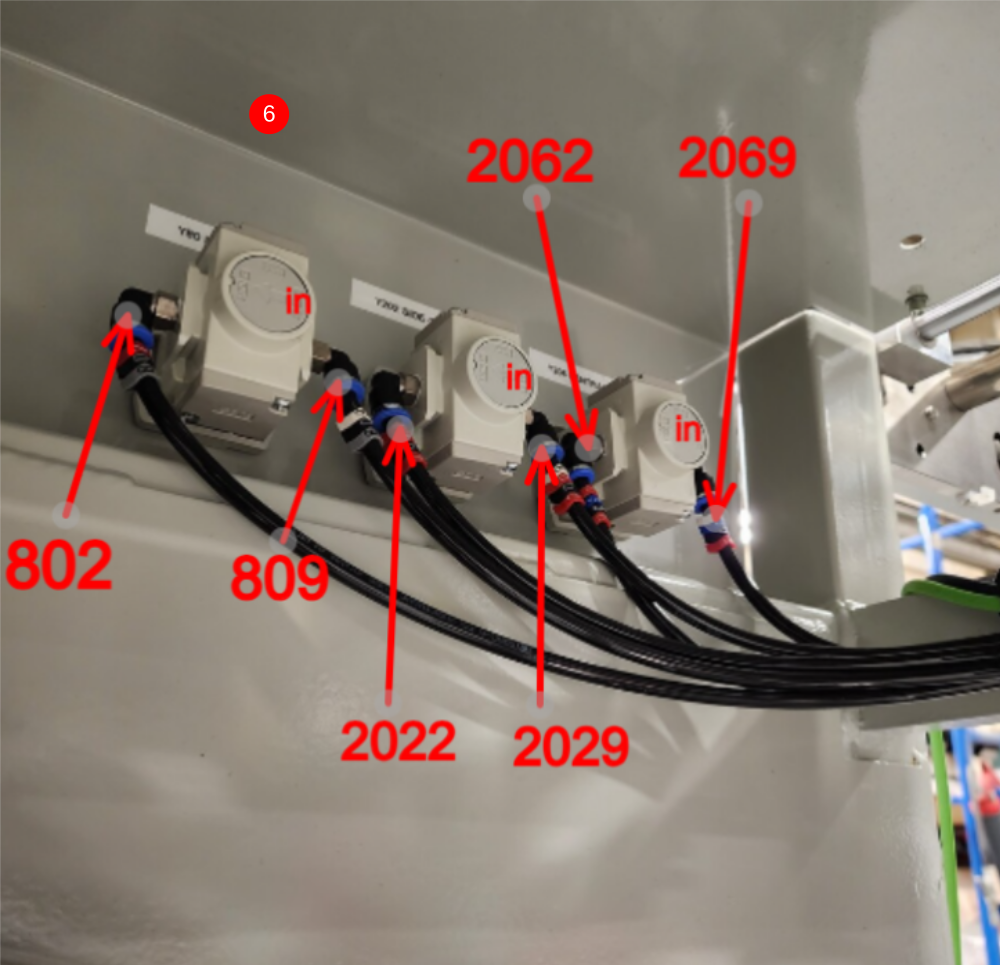
6 Connect Regulators as shown


Étape 11 - Loom Cables
Loom cables 24F and EC05f as shown

Étape 12 - Y91 Eject
911 from valve bank home to cylinder nose
919 from valve bank active to cylinder rear
Étape 13 - Y80 Infeed top clamp
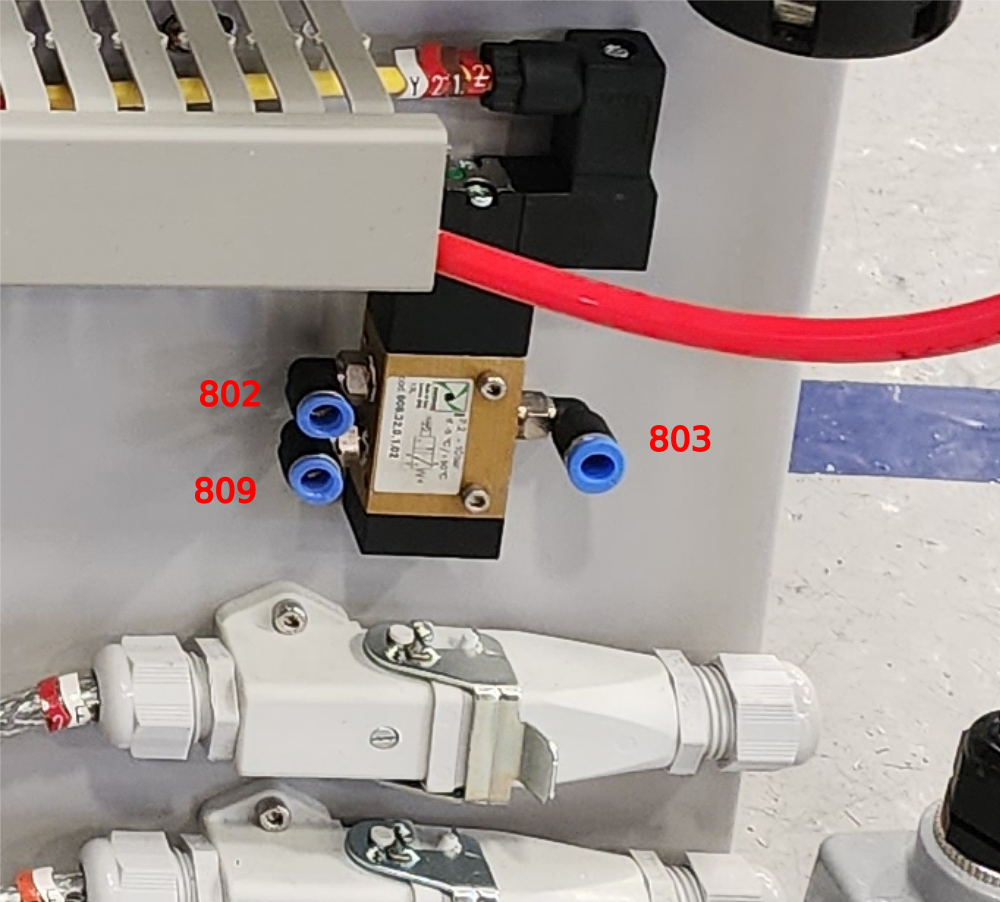
801 valve bank home to cylinder nose
803 to feed cylinder rear port and valve port indicated . P0000551 to be fitted to this line next to cylinder

Étape 14 - Y82 Outfeed top clamp
821 from Valve bank home to cylinder nose
829 from valve bank active to cylinder rear
Étape 15 - Y202 side clamp
2021 from valve bank home to cylinder rear
2029 from valve bank active to regulator in
2022 from regulator out to cylinder nose.
Add P0000551 to 2022 close to cylinder
ensure pipe loom does not foul any areas when movement of assemblies occurs
Étape 16 - Y204 Clamp position
2041 from valve bank home to in on p0000160 flow regulator then out, Y connection then feeds to nose of both cylinders
2049 from valve bank active to in on p0000160 flow regulator then out, Y connection then feeds to rear of both cylinders
Étape 17 - Y206 centralise
2061 from valve bank home to nose of cylinder
2069 from valve bank active to regulator in
2062 from regulator out to base of cylinder
fit P0000551 QEV to 2062 close to cylinder
ensure pipe loom does not foul any areas when movement of assemblies occurs
Étape 18 - Y207 saw cut
2071 from valve bank home to nose of cylinder
2079 from valve bank active to rear of cylinder
Flow restriction fitted next to cylinder fitting on rear
Étape 19 - Y210 Z support infeed
2101 from valve bank home to nose of cylinder
2109 from valve bank active to rear of cylinder
Étape 20 - Y213 Saw blowers
2139 from valve bank active to feed saw chute blower, turntable blower and conveyor blower.
P0000160 to be fitted on turntable and chute blowers .
Split feeds with y fittings
Étape 21 - Y214 Z Turret infeed
2149 from active port on valve bank to feed on infeed turret
Étape 22 - Y215 Z Turret outfeed
2159 from active port on valve bank to feed on outfeed turret
Étape 23 - Y224 Outfeed Z block
2241 from home port on valve bank to nose of cylinder
2249 from active port on valve bank to rear of cylinder
Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português