| [version en cours de rédaction] | [version en cours de rédaction] |
| Ligne 331 : | Ligne 331 : | ||
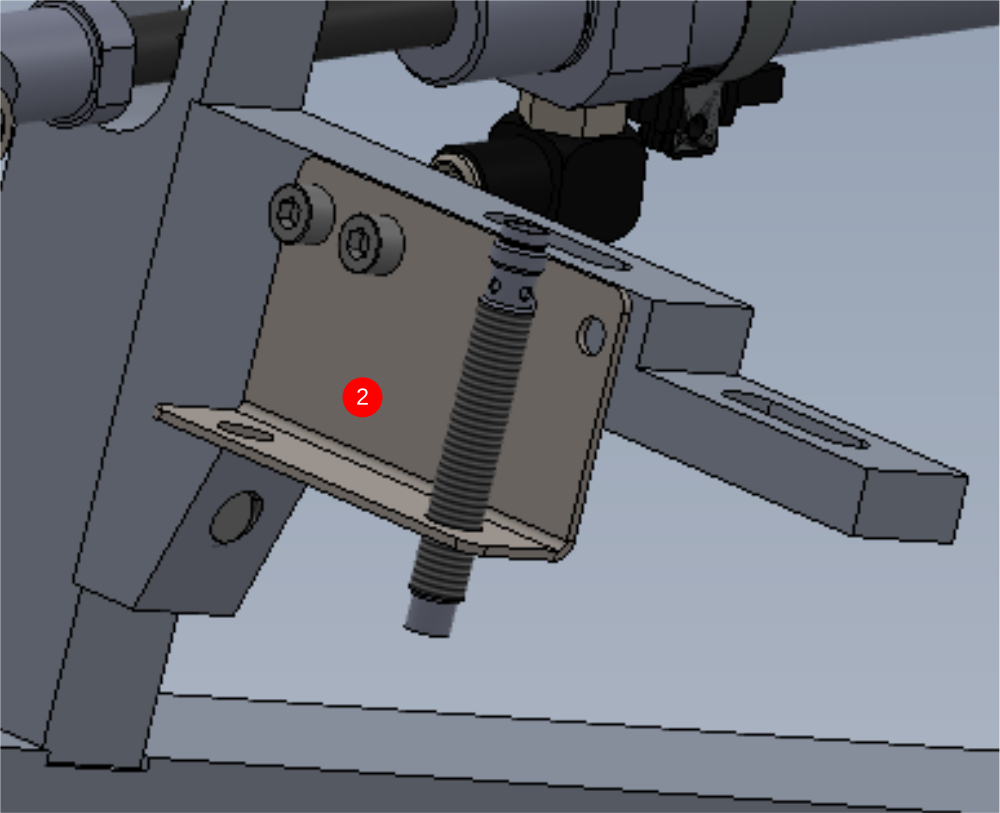
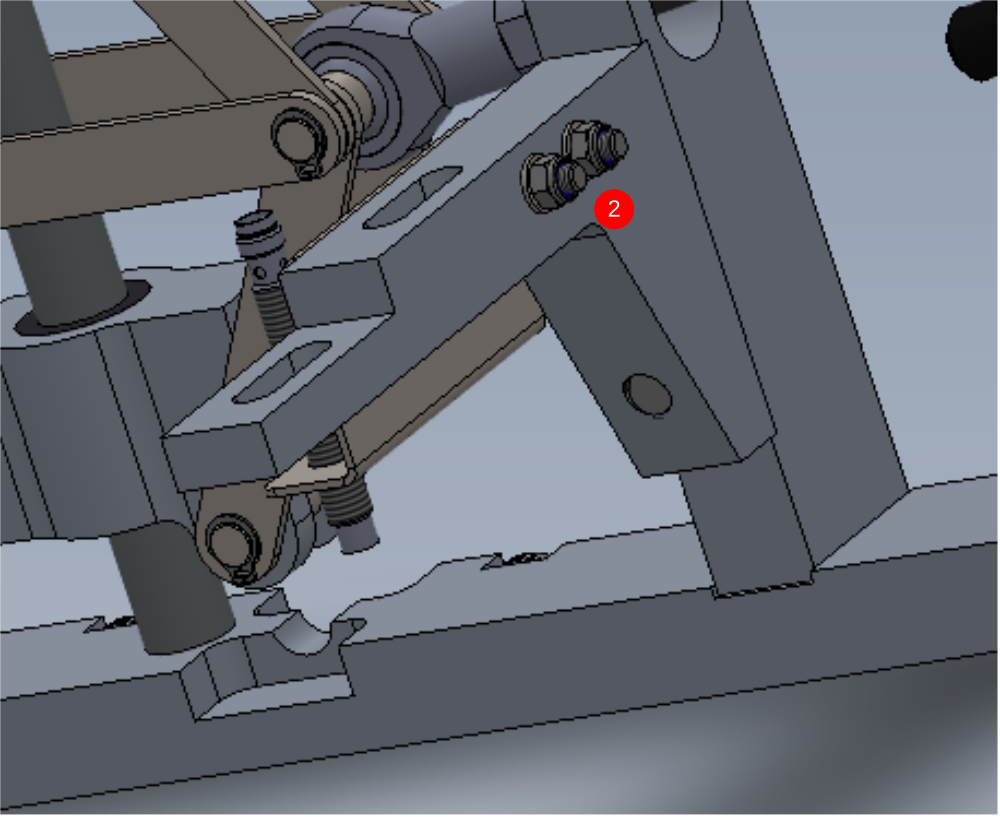
|Step_Title=<translate>Add mounting brackets</translate> | |Step_Title=<translate>Add mounting brackets</translate> | ||
|Step_Content=<translate>1 Fix as shown 2 off D0015100 brackets with 4 off M10 x 40 socket caps | |Step_Content=<translate>1 Fix as shown 2 off D0015100 brackets with 4 off M10 x 40 socket caps | ||
| + | |||
| + | Do not apply adhesive or final tension to these fasteners | ||
Version du 13 décembre 2023 à 14:13
Instructions to bench assemble gripper

Difficulté
Moyen
Durée
2 heure(s)
Sommaire
- 1 Introduction
- 2 Pièces et outils
- 3 Étape 1 - Unless otherwise stated
- 4 Étape 2 - Fit bushes and bearings
- 5 Étape 3 - check for rework
- 6 Étape 4 - check fitment of D0015084 shafts
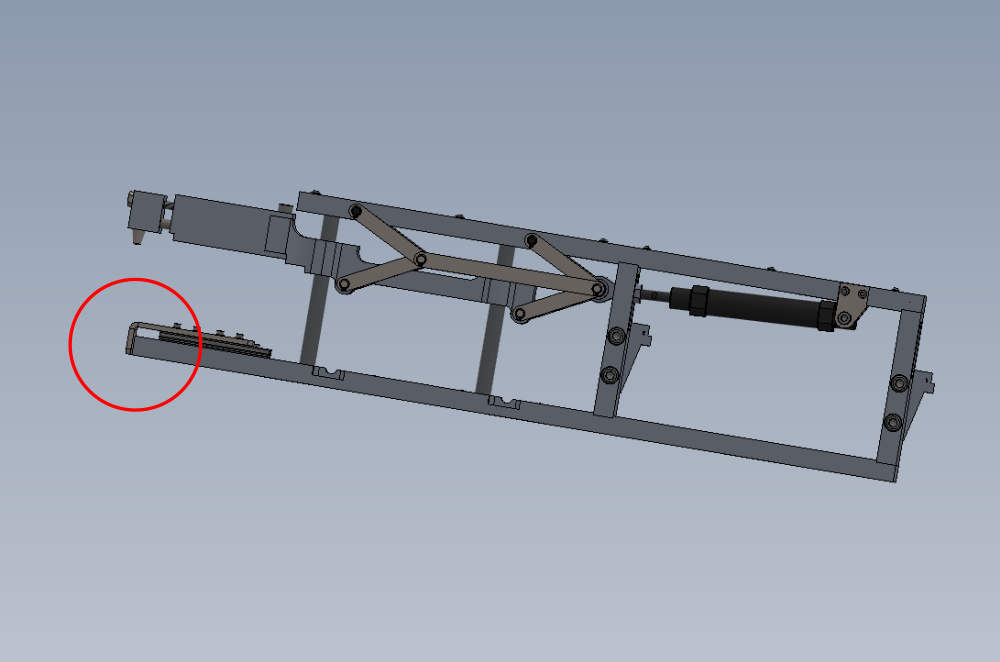
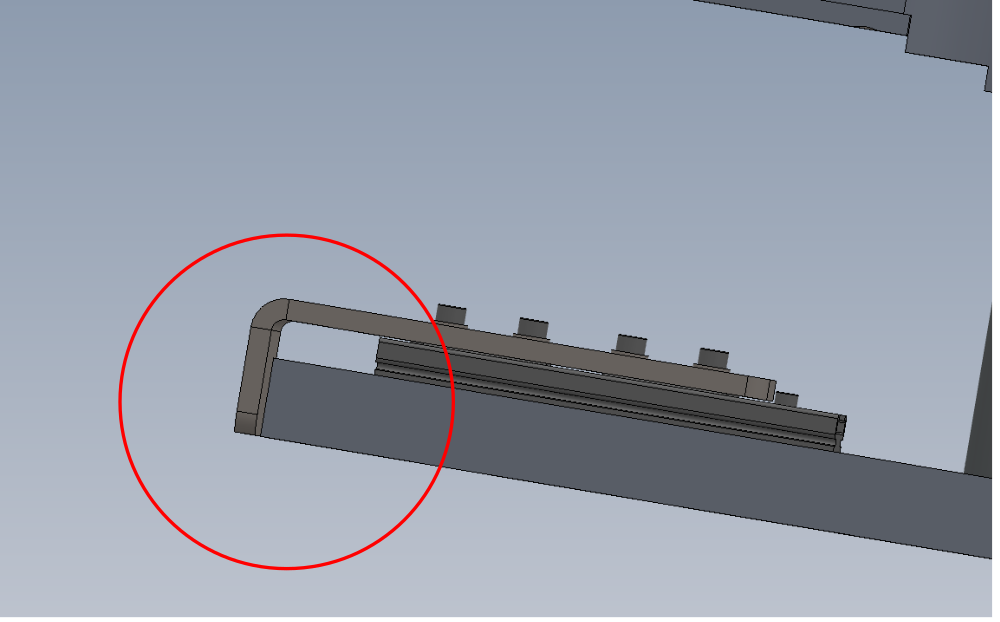
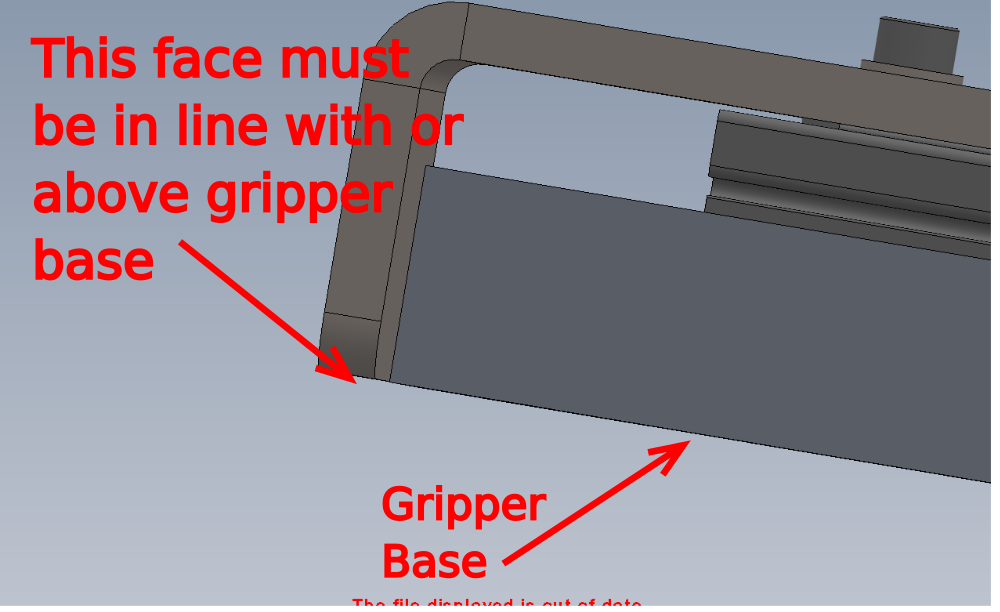
- 7 Étape 5 - Check strike plate position
- 8 Étape 6 - Assemble load switch plate
- 9 Étape 7 - Fit Sensor
- 10 Étape 8 - Fix X44 cable
- 11 Étape 9 - Assemble cylinder P0001120
- 12 Étape 10 - Assemble grip pin assembly
- 13 Étape 11 - Mount grip pin assembly to grip slide
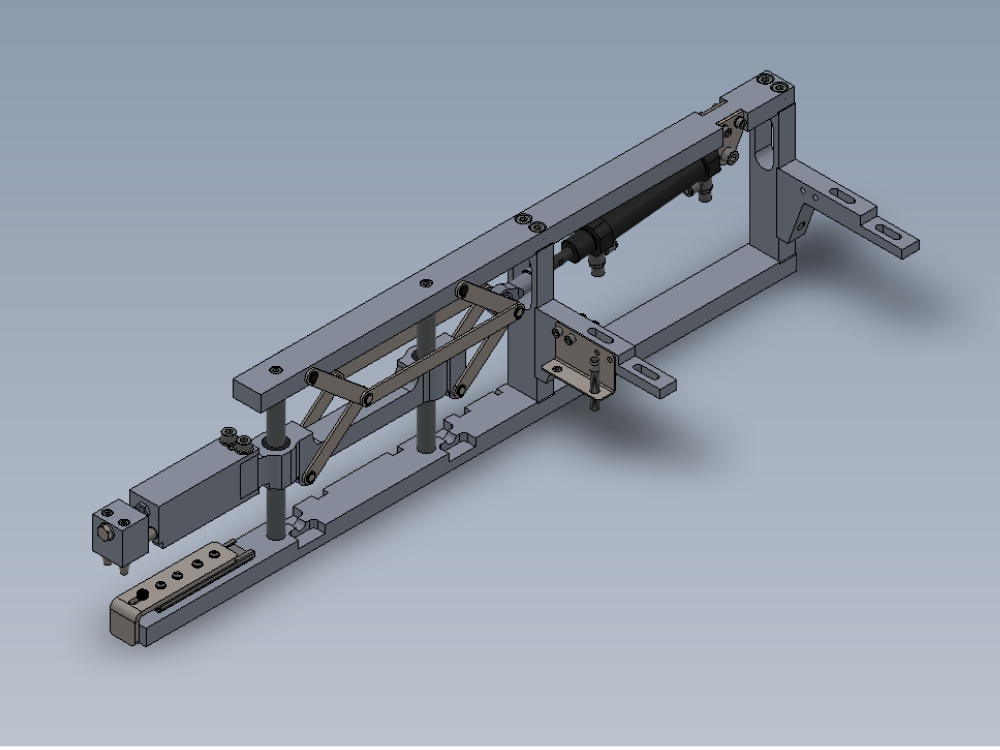
- 14 Étape 12 - Assemble main frame of gripper assembly
- 15 Étape 13 - Fit link bars to assembly
- 16 Étape 14 - Fit Cylinder assembly
- 17 Étape 15 - Add mounting brackets
- 18 Commentaires
Introduction
Tools Required
External circlip pliers
Standard Hex key set
Standard spanner set
Reed switch setting box
Hammer
Standard screwdriver set
Rule
Parts Required
B0001106 x 20
D0015095 x 8
D0015096 x 2
D0015086 x 1
B0000034 x 2
D0015084 x 2
D0015083 x 1
D0015082 x 1
E0000366L x 1
B0001182 x 2
M0001182 x 2
D0015756 x 1
P0001013 x 1
P0001041 x 1
P0001128 x 1
P0001198 x 2
P0001120 x 1
D0015431 x 1
B0000437 x 1
D0015430 x 1
D0015090 x 2
D0015085 x 1
D0015102 x 2
D0015103 x 2
D0015104 x 2
D0015170 x 2
P0000049 x 1
D0015097 x 2
D0015100 x 2
D0015292 x 1
E0000336 x 1
E0001069 x 1
A0001044 x 4- Pièces et outils
Pièces et outils
[[Item:|]] A fatal error occurred in the #info parser function
Étape 1 - Unless otherwise stated
Use Loctite 243 on all fasteners
Pen mark all bolts once finalised

Étape 2 - Fit bushes and bearings
1 Fit bushes B0001106 (20 off) to
8 off D0015095 link bars
2 off D0015096 link bars
2 Fit bearings B0000034 x 2 into D00015086 grip slide body. Use grease to lubricate bearing before assembly



Étape 3 - check for rework
Check that part D0015082 has been manufactured to the listed details highlighted in drawing attached to this step. If M4 and M5 holes are not present, rework and record time

Étape 4 - check fitment of D0015084 shafts
Check shafts fit correctly into bores of D0015082 gripper bottom bar and D0015083 gripper upper bar

Étape 5 - Check strike plate position
When assembling next step, check position of strike plate at indicated point.
No overhang below bottom face of gripper base should be present.

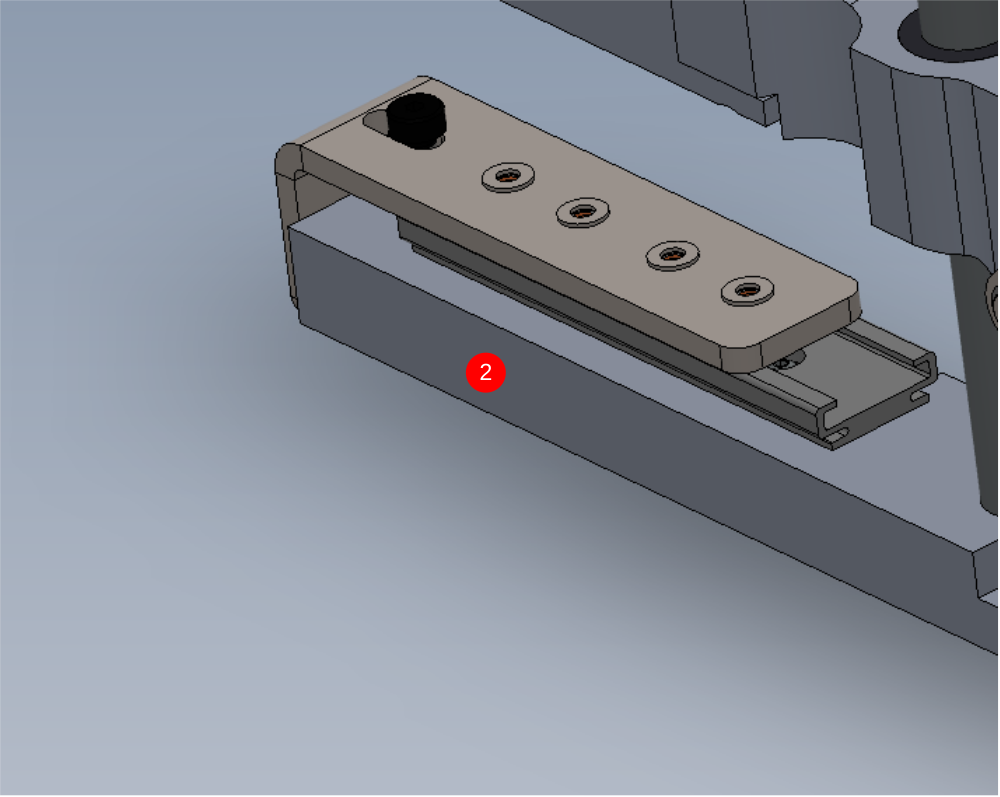
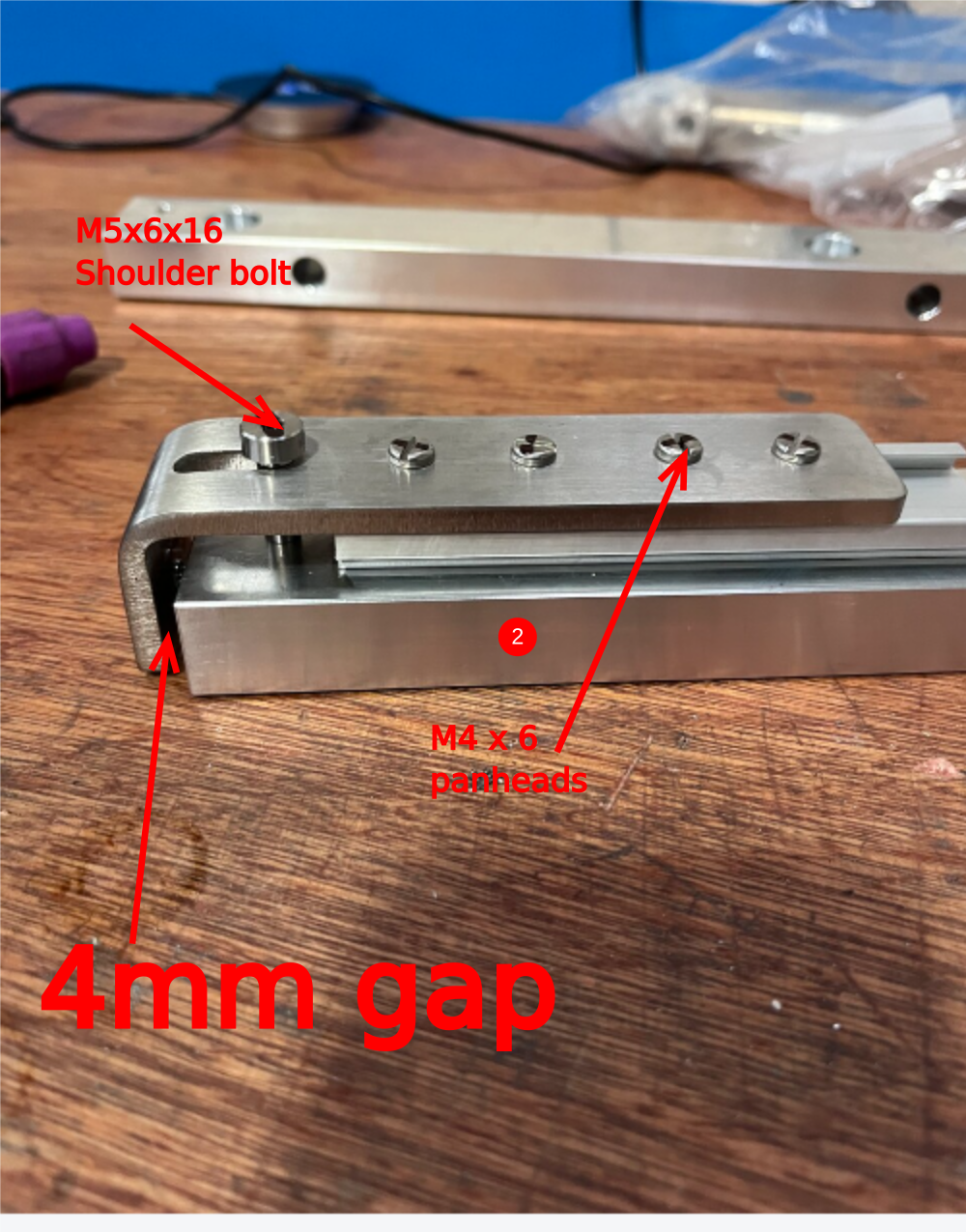
Étape 6 - Assemble load switch plate
1 Use M4 x 6 panhead to attach B0001181 rail to gripper base
Fit M0001182 spring to main base
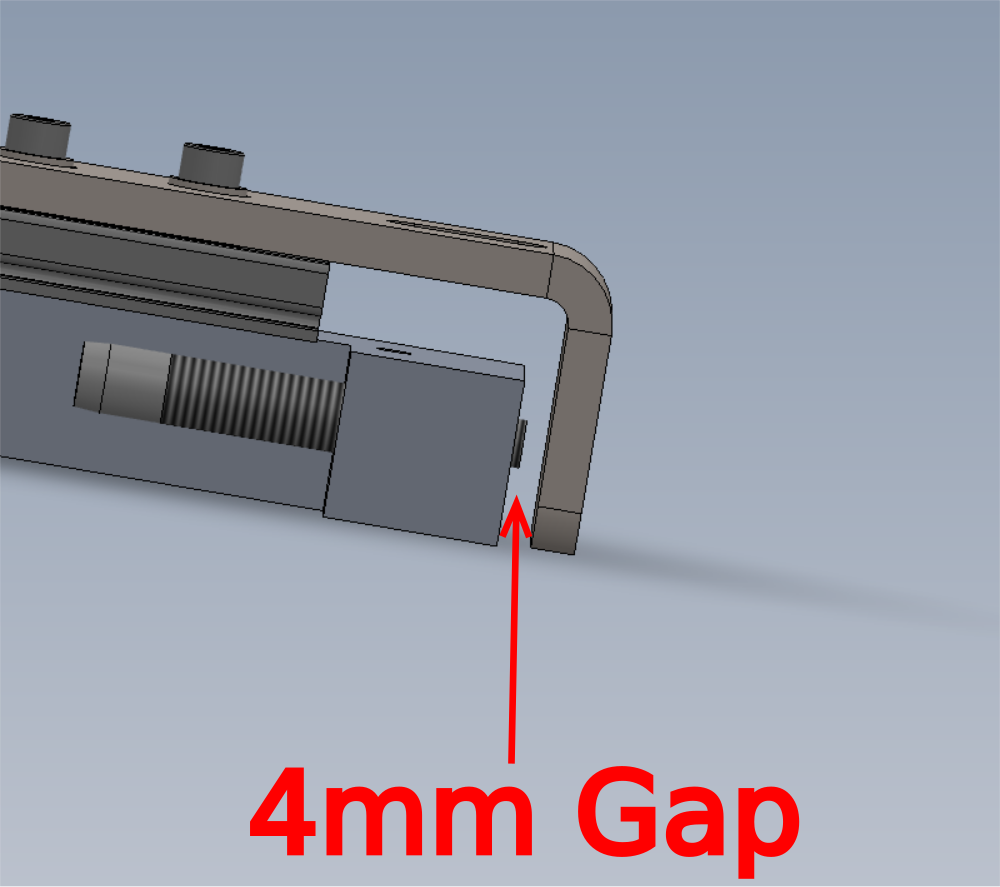
2 Use M5x 6 x 16 shoulder bolt and M4 x 6 pan heads to attach D0015756 lever to assembly
Check gap indicated is 4mm
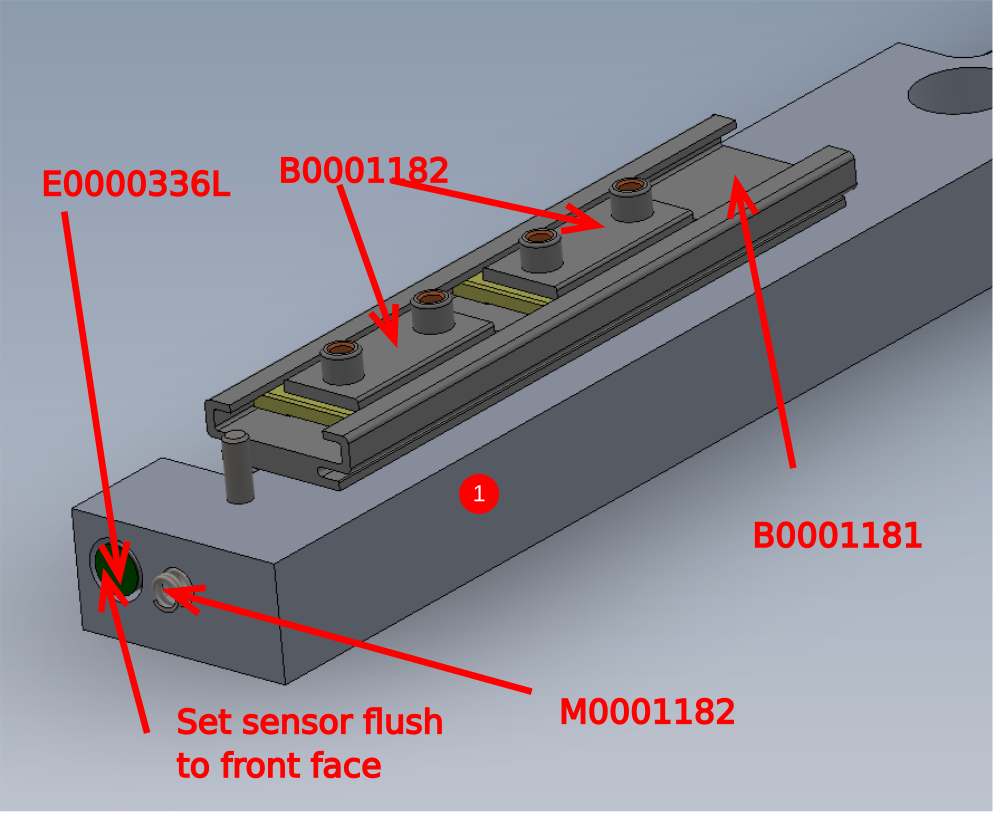
Étape 7 - Fit Sensor
1 Add cable markers to E0001069 cable , Mark as X44 both ends
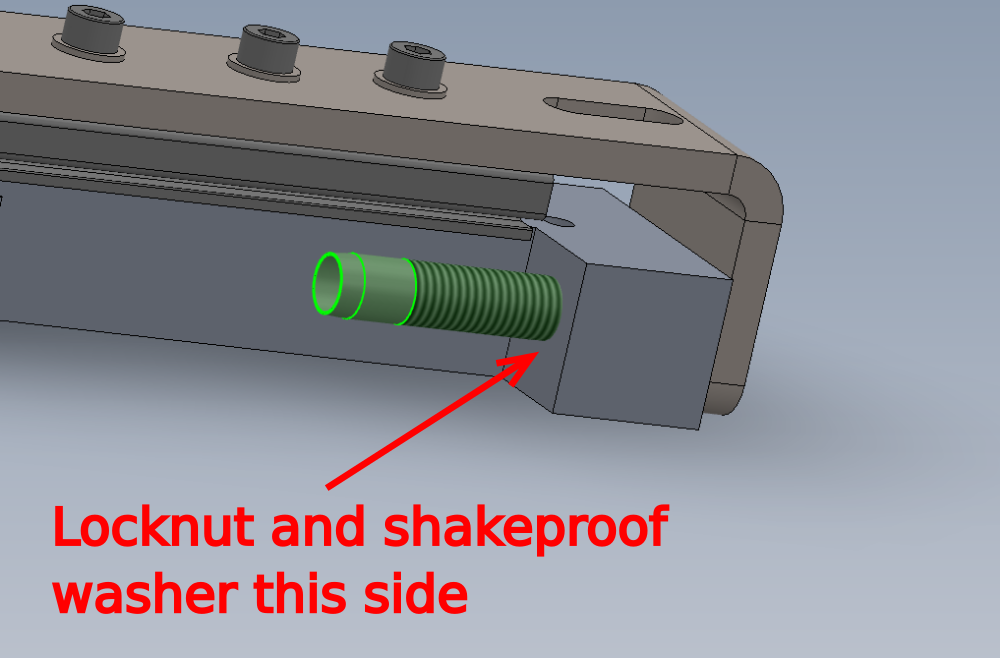
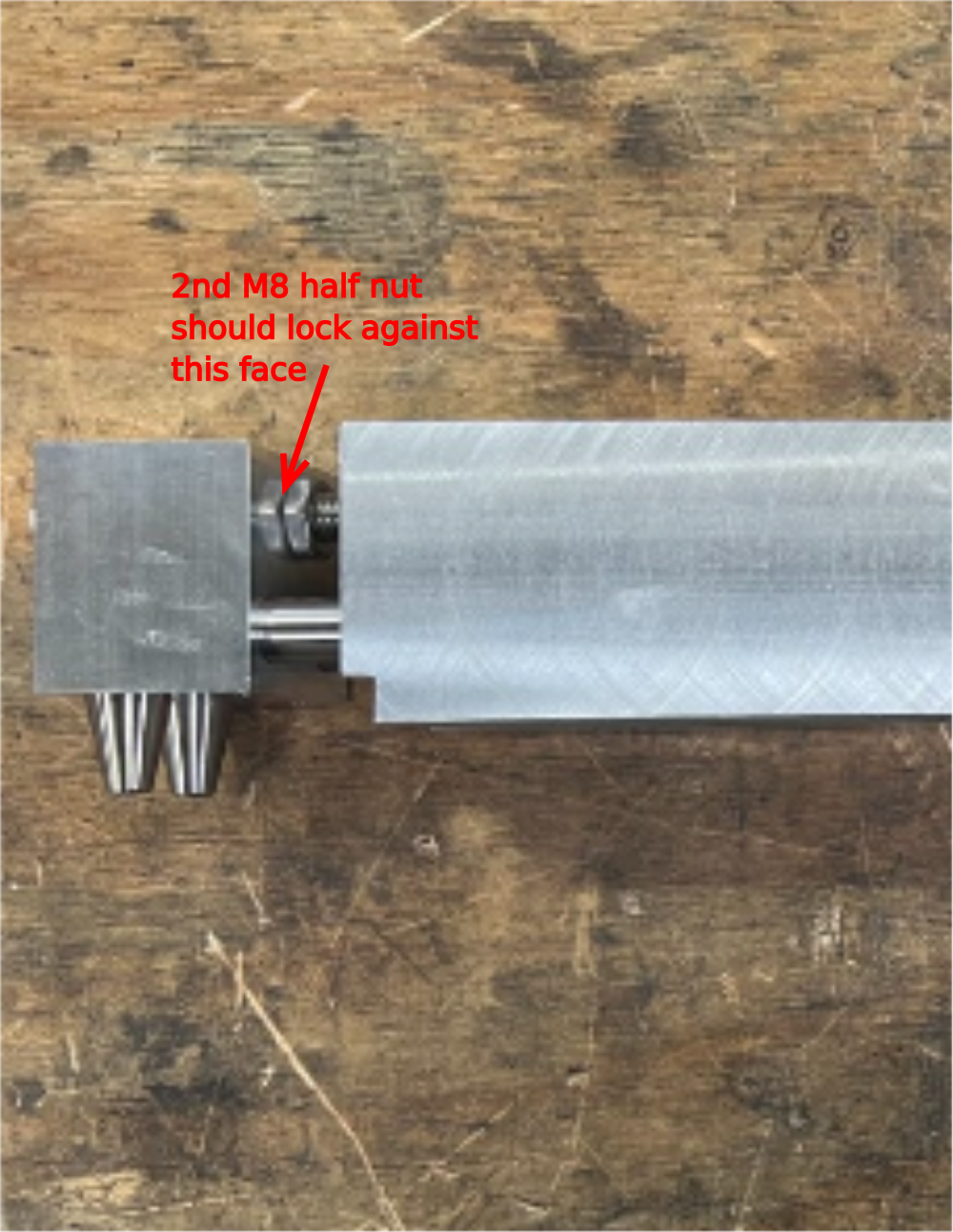
2 Attach above cable to E0000336L and fit as shown with 1 off supplied lock nut and shakeproof washer on the indicated face
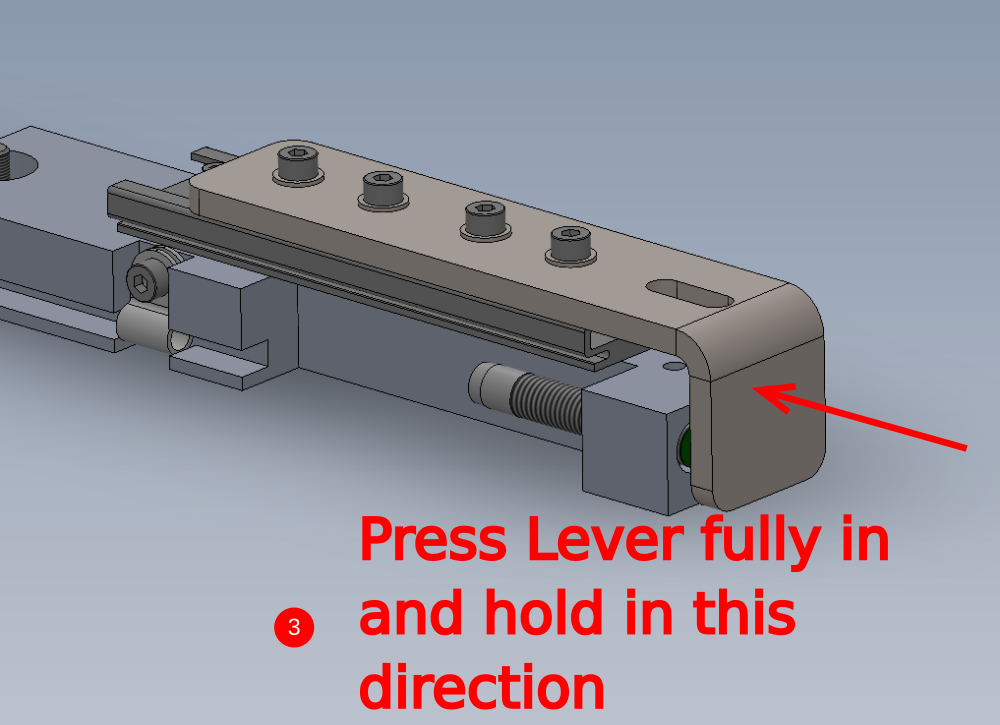
3 Set Sensor position as follows
Press lever fully in direction shown
Adjust sensor to touch rear of profile present lever
Adjust sensor back half a turn
Lock of lock nut to hold position ( Do not over tension )
Check, when lever is pressed fully back, the sensor should be close to the profile present lever but not touching


Étape 8 - Fix X44 cable
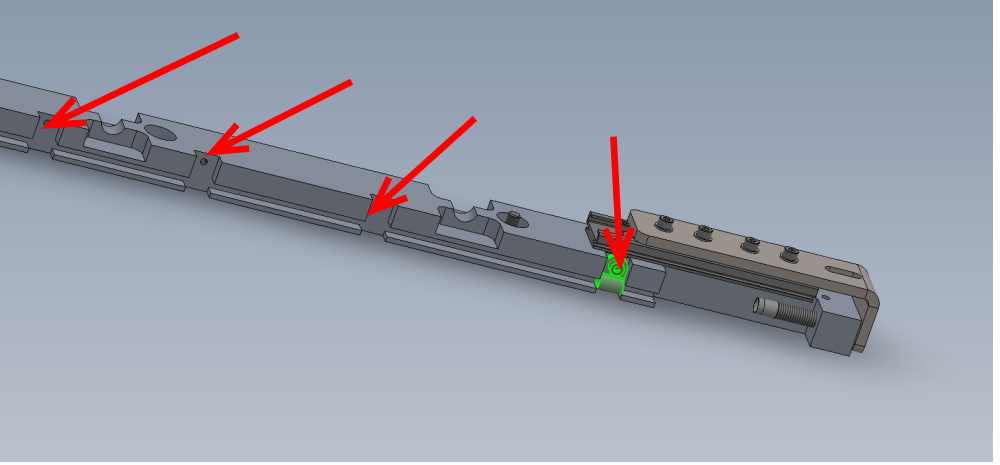
Use 4 off A0001044 p clips 4 off M4 x 12 socket caps and captivate X44 cable at points shown

Étape 9 - Assemble cylinder P0001120
Picture required
Fit air fitting P0001198 to cylinder
Remove 32mm nut from cylinder and discard
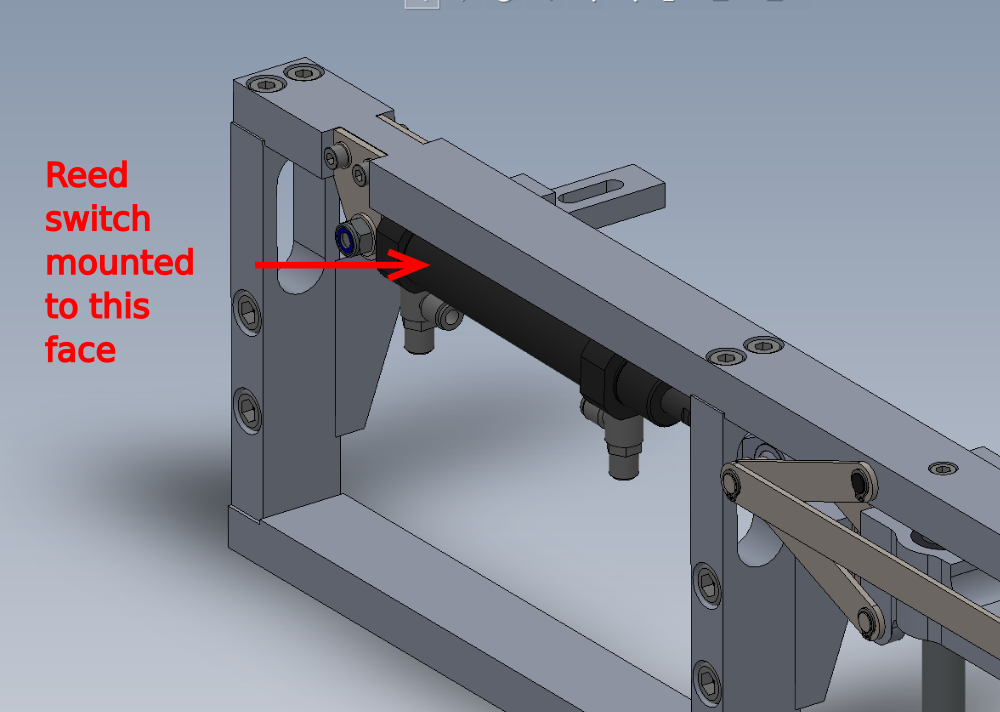
Mount reed switch and band (P0001041 x 1 P0001013 x 1 P0001128 x 1) to cylinder in piston retracted position , mark as X283. Orientate as shown , reed switch should face
Use switch testing box to set correct position of reed switch
Ensure sensor is orientated the correct way, so adjustment screw can be accessed if needed. Sensor should be at 90 degrees position to top of cylinder , not as shown in example of wrong mounting



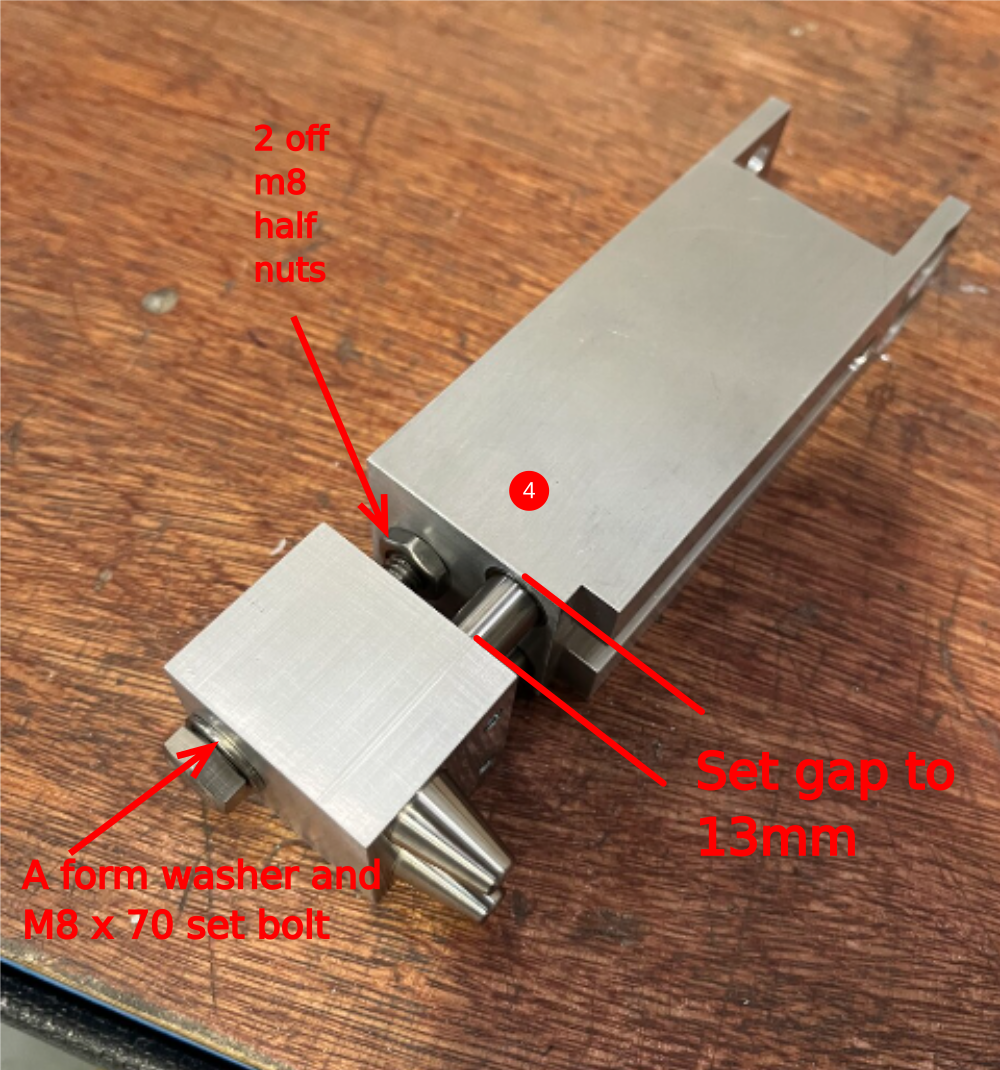
Étape 10 - Assemble grip pin assembly
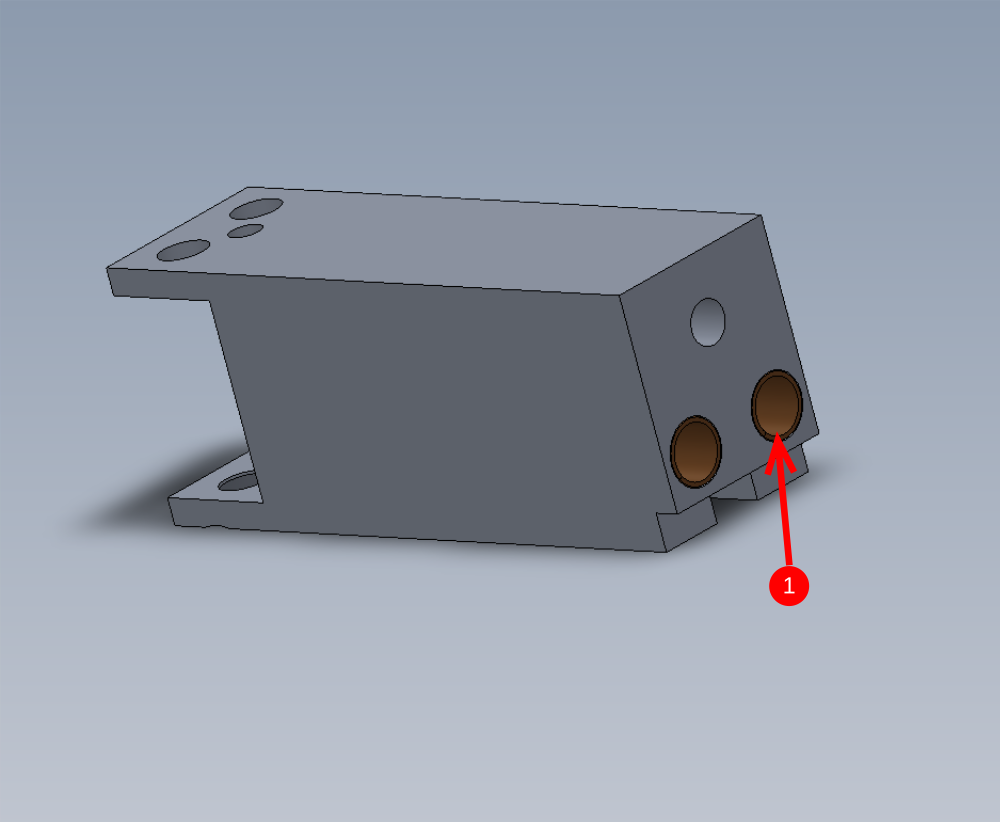
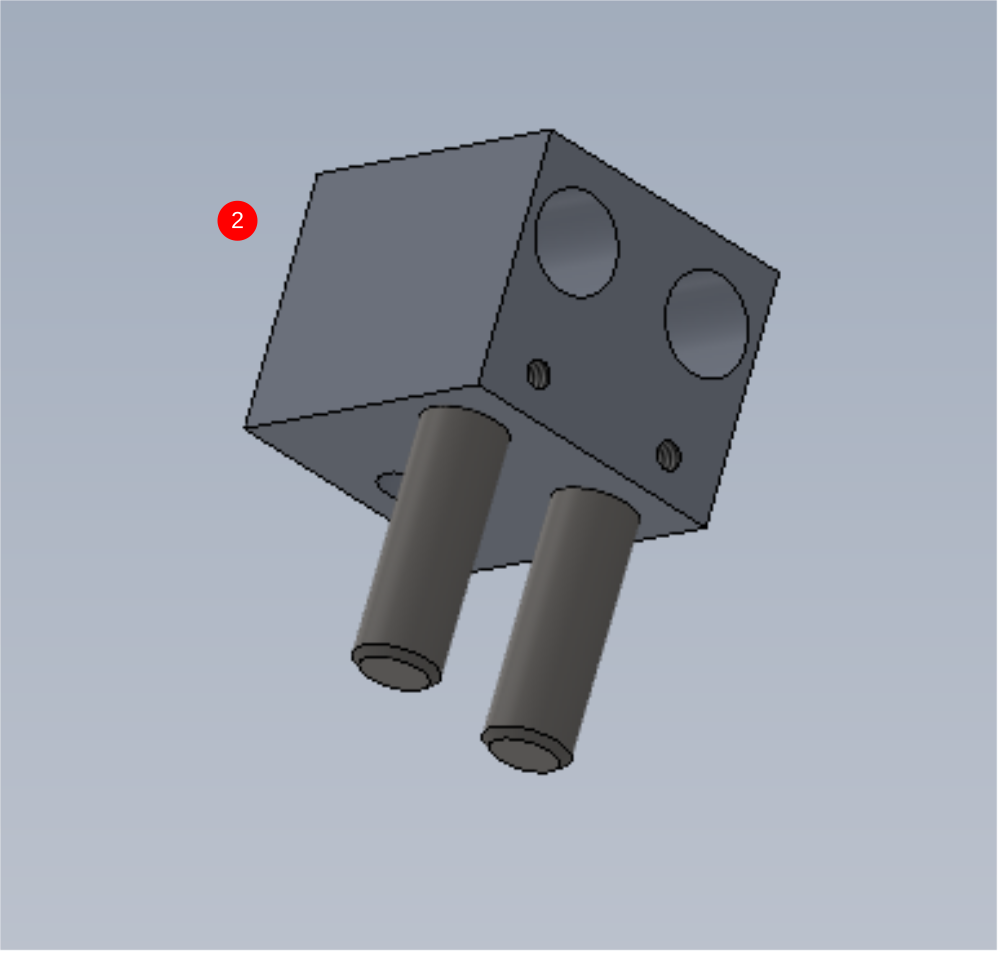
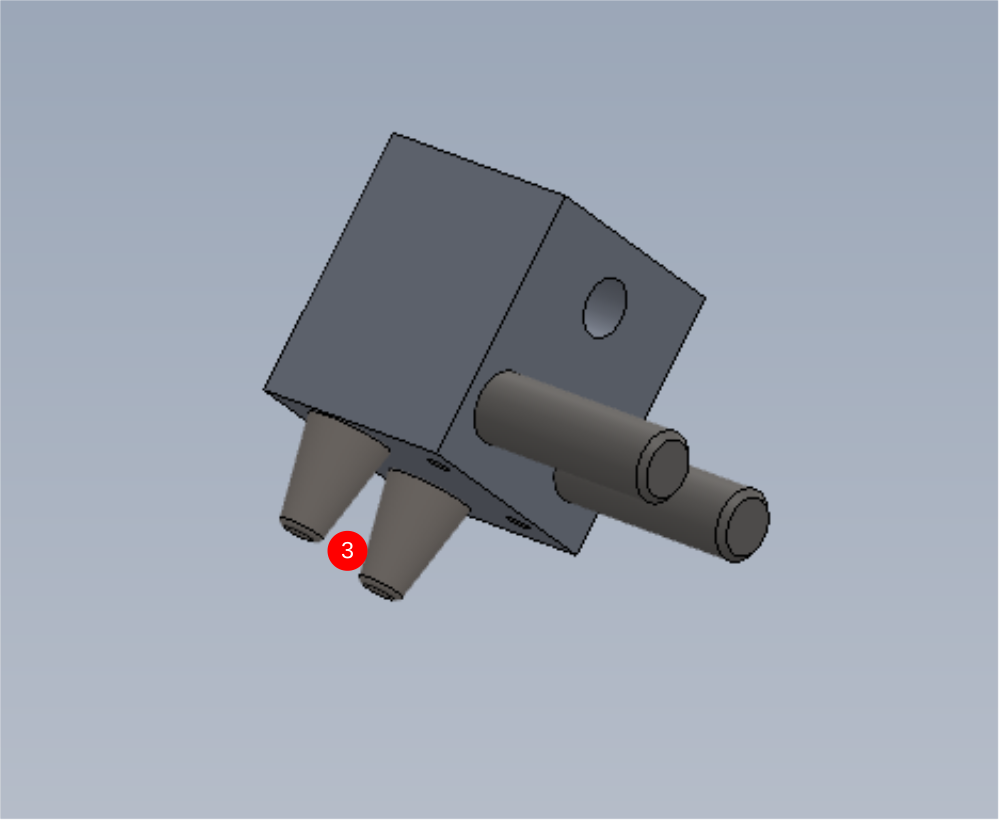
1 Fit bushes B0000437 x2 to body D0015431
2 Use 2 off 10mm x 40mm dowel. Ensure dowels fit correctly in nose D0015430. Check dowels have pushed all the way to the bottom of the bore . Secure with 2 off M4 x 4 grubscrew
3 Fit D0015090 Grip pin x 2 and secure with M5x 16 socket cap
4 Combine together and use m8 x 70 set bolt, a form washer and 2 x m8 half nuts to secure. Set gap to 13mm and lock all fasteners. Recheck measurement. Tolerance +-0.1mm

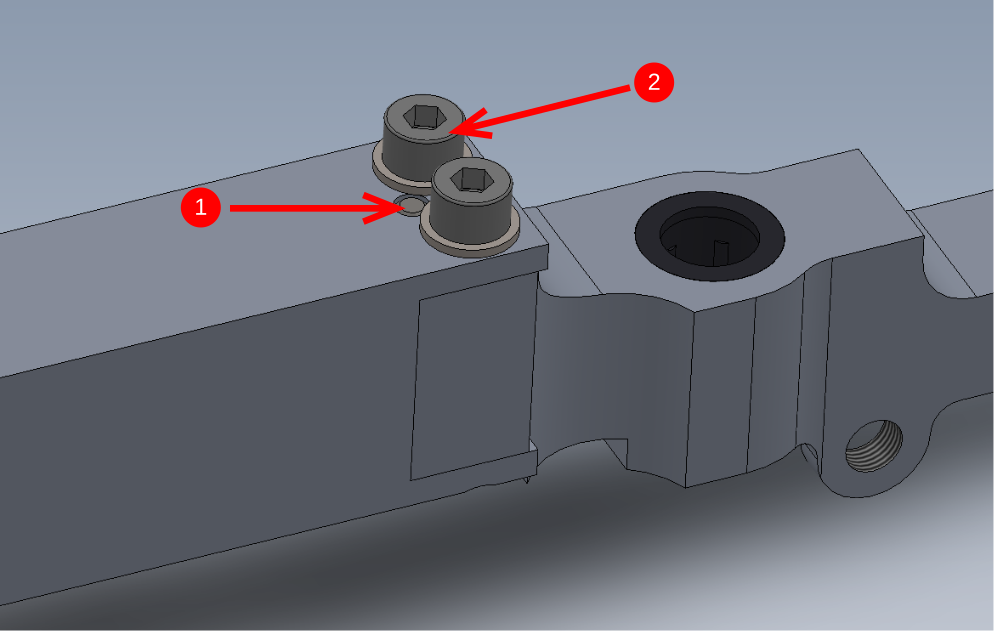
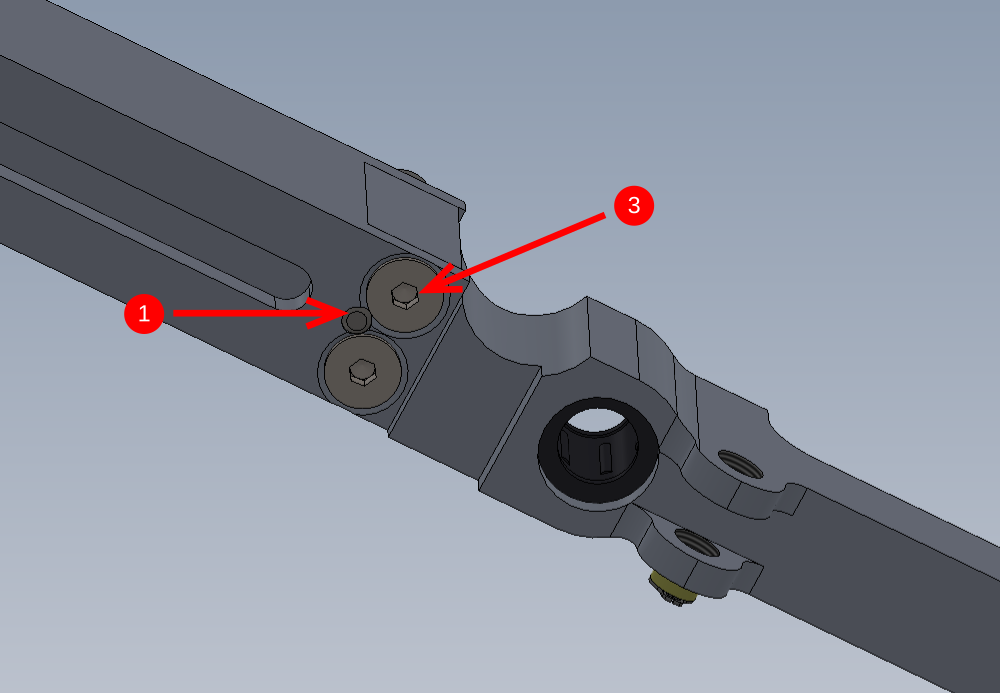
Étape 11 - Mount grip pin assembly to grip slide
Combine parts
1 Use 2 off 6mm x 20mm dowels to align ( 1 top and 1 bottom)
2 M8 x 16 socket cap and A form washer
3 M8 x 20 countersink

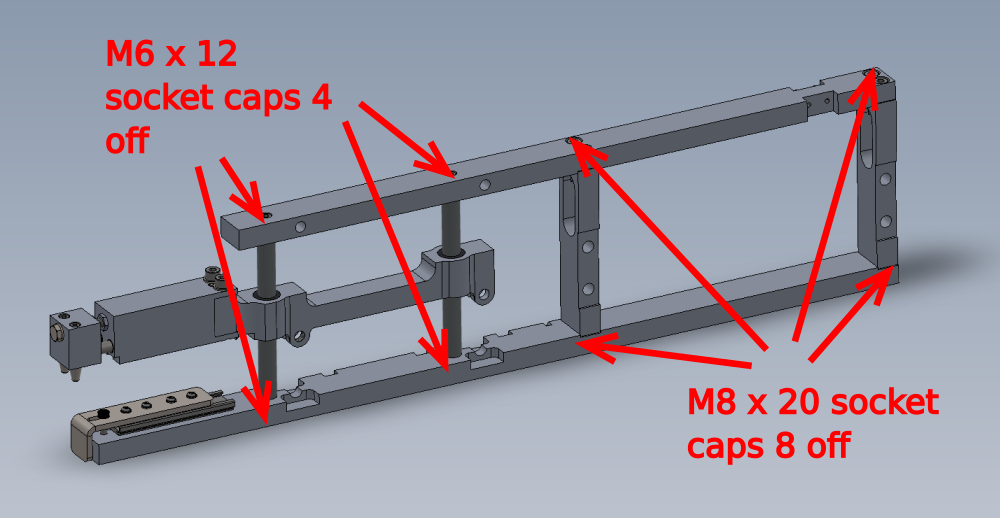
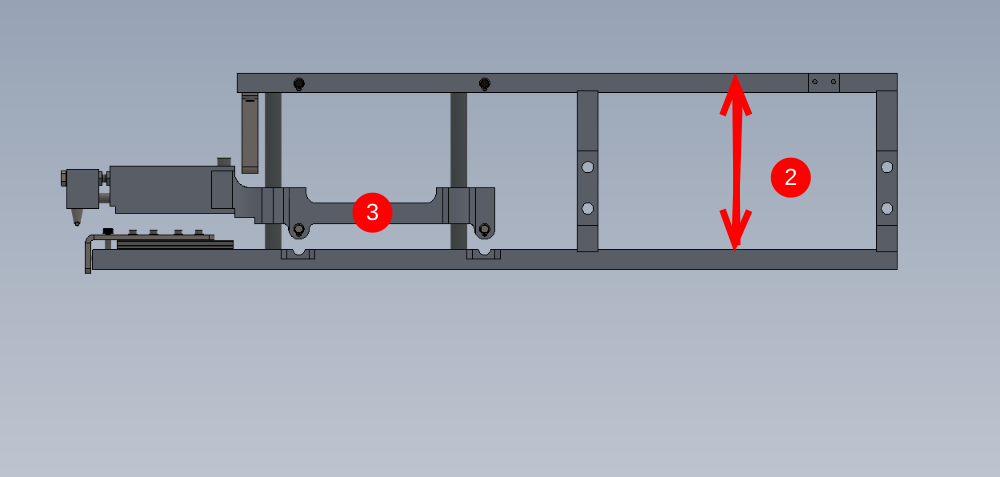
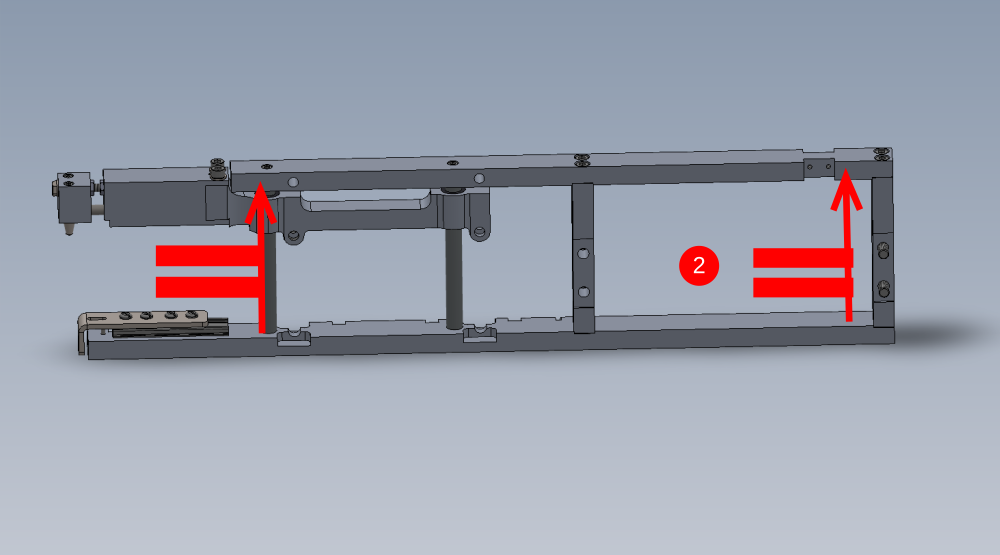
Étape 12 - Assemble main frame of gripper assembly
Use 2 off D0015085
1 Assemble as shown using 8 off M8 x 20 socket caps and 4 off M6 x 12 socket caps
2 Check top and bottom bars are parallel
3 Check grip slide moves freely up and down
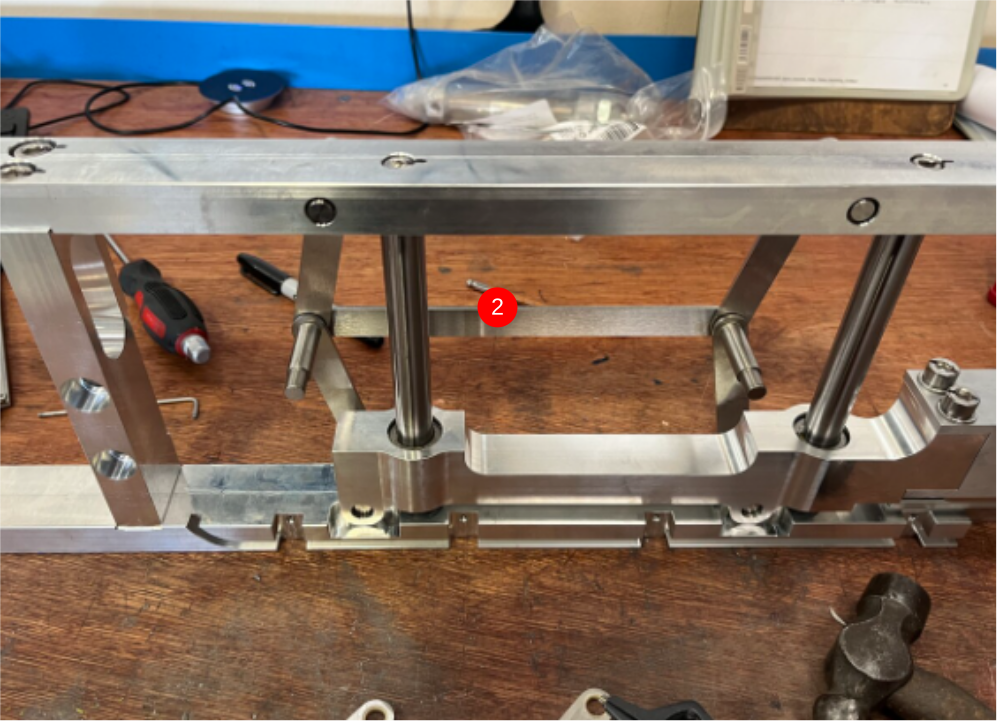
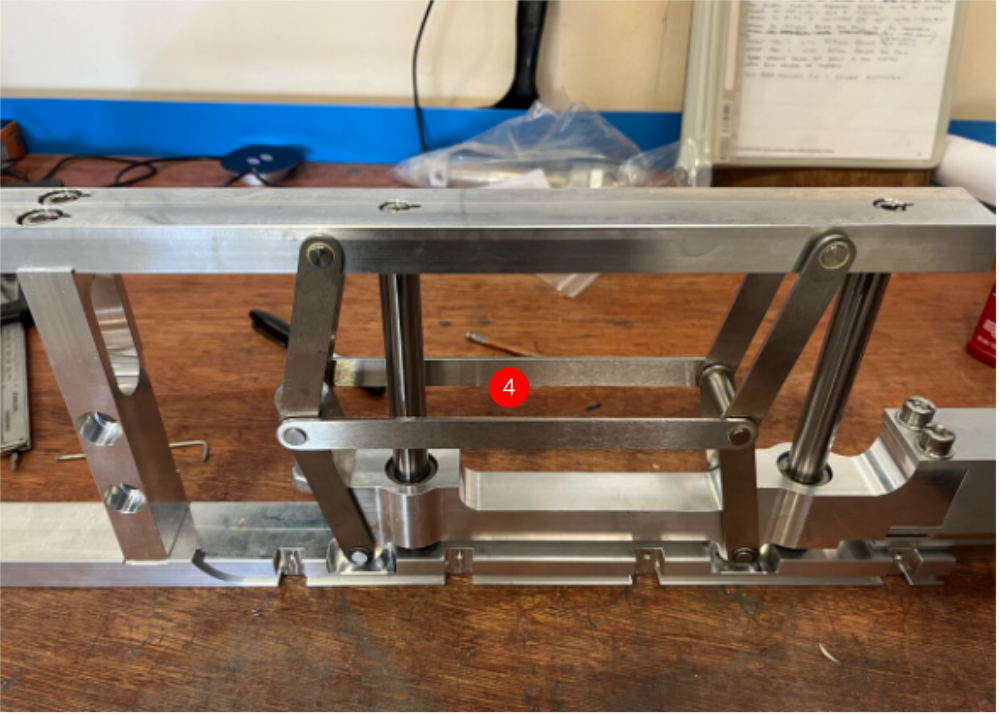
Étape 13 - Fit link bars to assembly
1 Use 2 off D0015103 and 8mm external circlips (B0000200) and assemble two off as shown
2 Use 2 off D0015102, 2 off D0015104 and assemble as shown with 8mm circlips
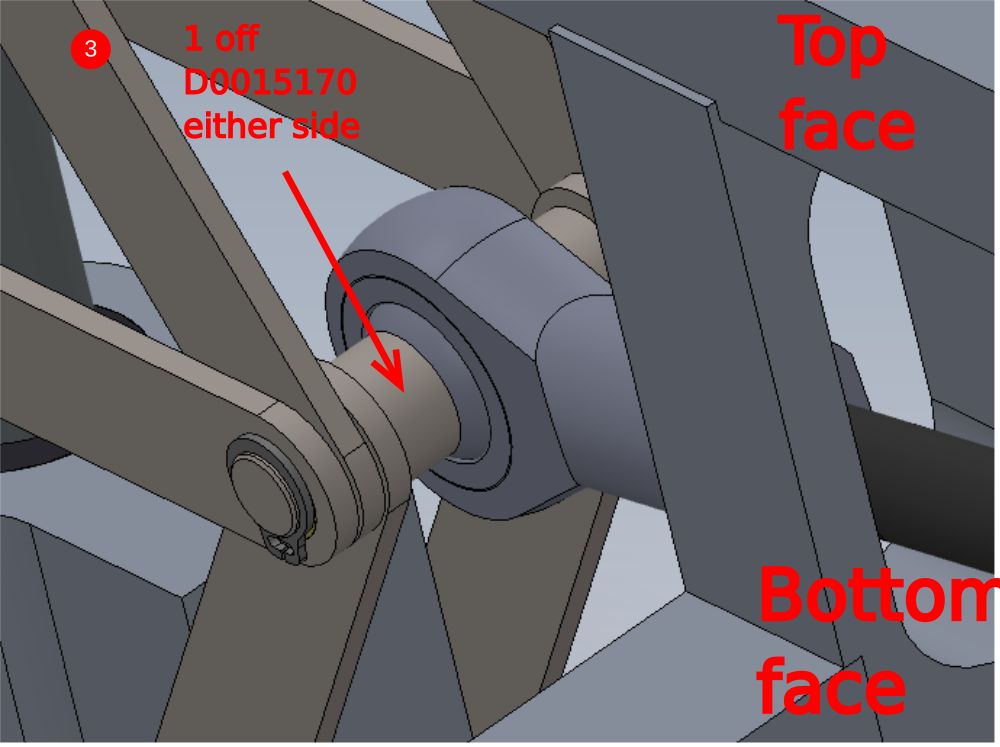
3 Use 2 off D0015170 gripper spacers and P0000049 spherical end and add as shown
4 Add remaining link shafts and circlips


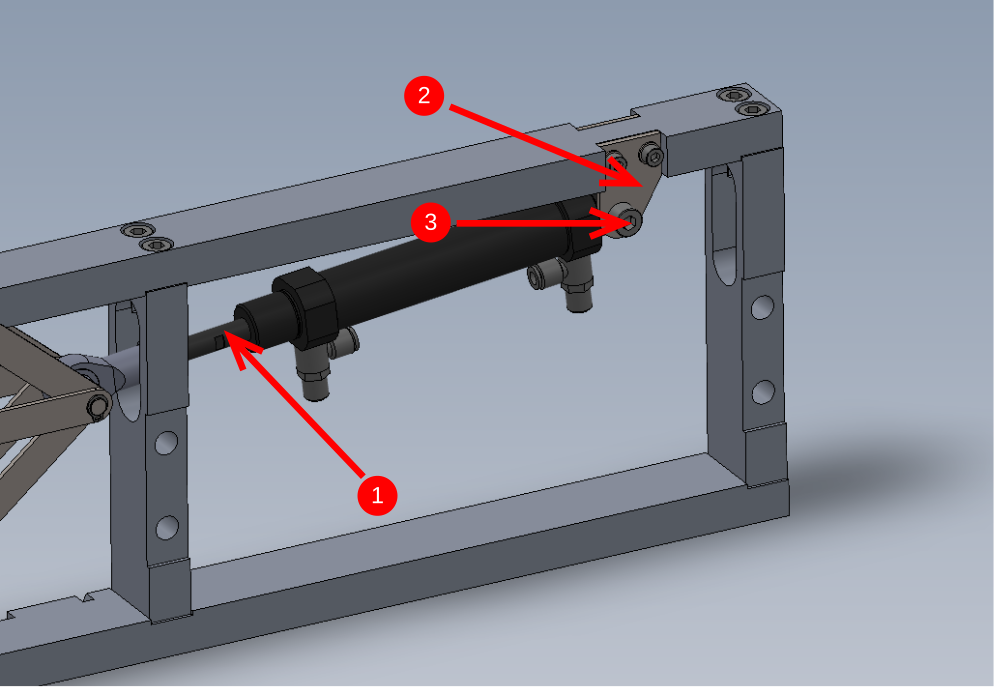
Étape 14 - Fit Cylinder assembly
Fit assembled cylinder unit to gripper frame
1 Wind cylinder thread into spherical bearing lock cylinder nut off with 1 thread of cylinder piston exposed behind lock nut
2 Use M5 x 10 with a form washer to secure D0015097 2 off mounting plates
3 Use M8 x 30 with M8 nyloc nut to secure cylinder to brackets
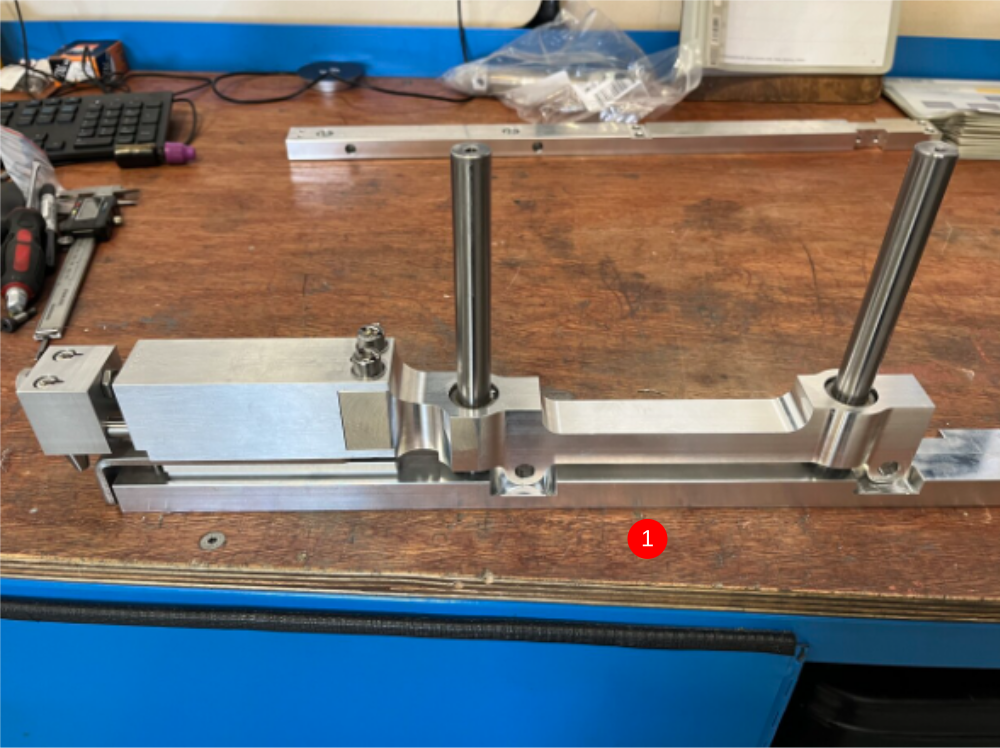
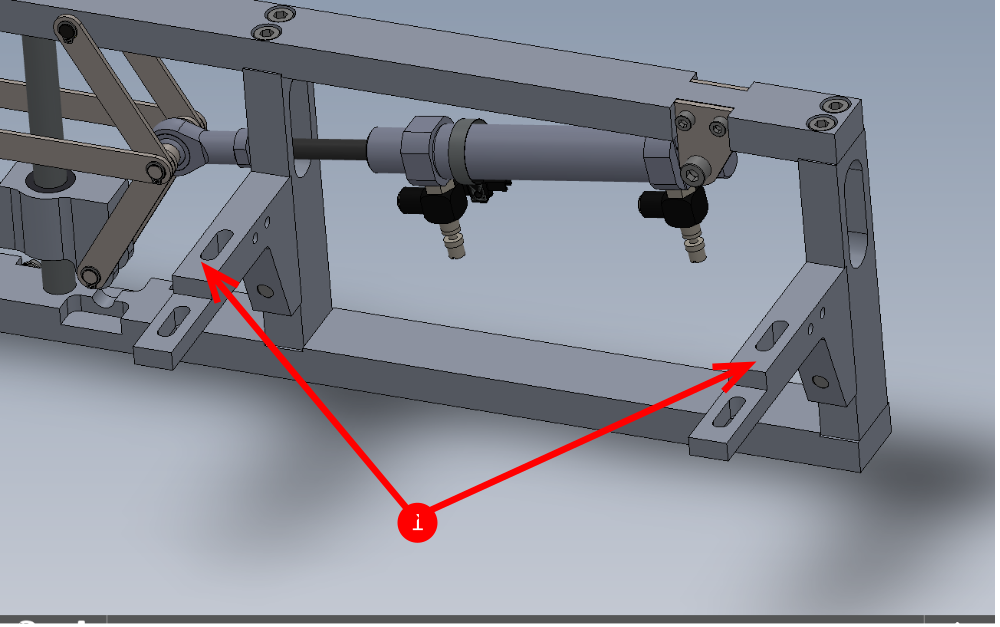
Étape 15 - Add mounting brackets
1 Fix as shown 2 off D0015100 brackets with 4 off M10 x 40 socket caps
Do not apply adhesive or final tension to these fasteners
2 Mount Sensor bracket D0015292 with 2 off M5 x 30 socket caps, A form washers and M5 Nyloc nuts. Mount E0000336 as shown using both lock nuts and shake proof washers provided with sensor
Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português