| [version en cours de rédaction] | [version en cours de rédaction] |
| Ligne 77 : | Ligne 77 : | ||
{{Tuto Step | {{Tuto Step | ||
|Step_Title=<translate>Mount pre built R0015063 Bench Assemble Roller Tables</translate> | |Step_Title=<translate>Mount pre built R0015063 Bench Assemble Roller Tables</translate> | ||
| − | |Step_Content=<translate>Mount roller beds as indicated , using M8 x | + | |Step_Content=<translate>Mount roller beds as indicated , using M8 x 25 socket caps and heavy M8 washers. |
Do not apply adhesive to fasteners and only apply holding tension to fasteners</translate> | Do not apply adhesive to fasteners and only apply holding tension to fasteners</translate> | ||
Version actuelle datée du 27 février 2024 à 16:15
Instructions to mount completed assemblies to main frame

Difficulté
Moyen
Durée
9 heure(s)
Sommaire
- 1 Introduction
- 2 Étape 1 - This Dokit has two parts
- 3 Étape 2 - Unless otherwise stated
- 4 Étape 3 - Mount pre built R0015063 Bench Assemble Roller Tables
- 5 Étape 4 - Mount pre built R0015011 Bench Assemble Gripper
- 6 Étape 5 - Mount Energy chain angle brackets Lower
- 7 Étape 6 - Mount short upper chain angle brackets
- 8 Étape 7 - Fit lower chain trays
- 9 Étape 8 - Fit Carriage bracket
- 10 Étape 9 - Fixed end fixing position
- 11 Étape 10 - Important Information
- 12 Étape 11 - Attach pre built R0015286 energy chain
- 13 Étape 12 - Adjust lower trays to suit energy chain
- 14 Étape 13 - Adjust lower tray height
- 15 Étape 14 - Quality check
- 16 Étape 15 - Finalise fixings
- 17 Étape 16 - Mount Datum Sensor and bracket
- 18 Étape 17 - Mount R0015096 Bench Assemble Transfer Drive Assembly
- 19 Étape 18 - Add drive chain
- 20 Étape 19 - Now move to section two
- 21 Commentaires
Introduction
Tools Required
Standard Hex key set
Standard spanner set
300 mm rule
1000mm rule
Parts Required
D0008288 Takeup Pad Left (D7339) (Wet/P F Matt) x 1
D0015583 Take Up Beam Joiner x 1
D0015598 Datum Flag: Saw Infeed x 1
D0015717 Energy Chain Angle Bracket Lower x 5
D0015718 Energy Chain Angle Bracket Upper x 5
D0015720 Carriage Bracket x 1
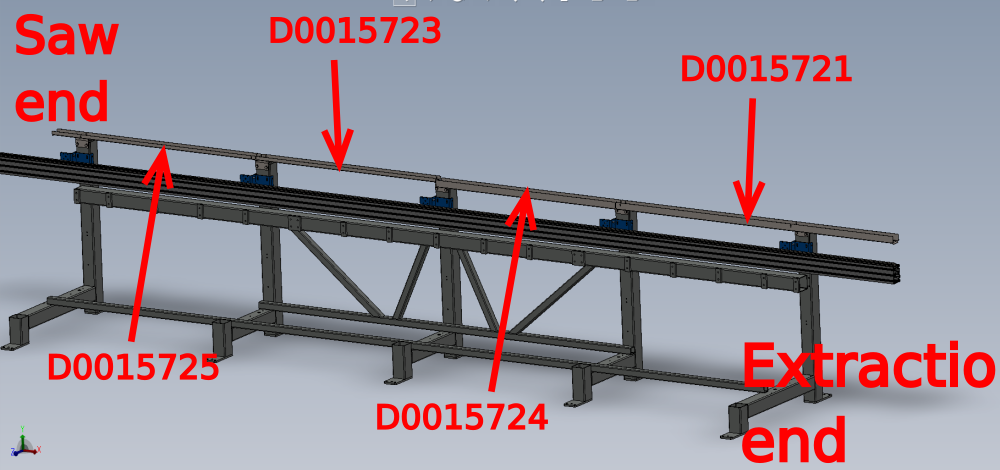
D0015721 Energy Chain Tray Deep Long x 1
D0015723 Energy Chain Tray Shallow x 1
D0015724 Energy Chain Tray Deep x 1
D0015725 Energy Chain Tray Shallow Medium x 1
D0015742 Takeup Pad Right ZX5 x 1
E0000336 Sensor: M8; 2mm, PNP N/O, M8 conn x 1
R0015011 Bench Assemble Gripper
R0015063 Bench Assemble Roller Tables
R0015096 Bench Assemble Transfer Drive Assembly
R0015101 Bench assembly take up assembly
R0015286 Bench Assemble X axis components and energy chain
Étape 1 - This Dokit has two parts
This dokit is split into 2 parts , please ensure part 2 is used
Étape 2 - Unless otherwise stated
Use loctite 243 on all fasteners
Use Loctite 572 on all threaded pneumatic connections
Pen mark all fasteners to show finalised

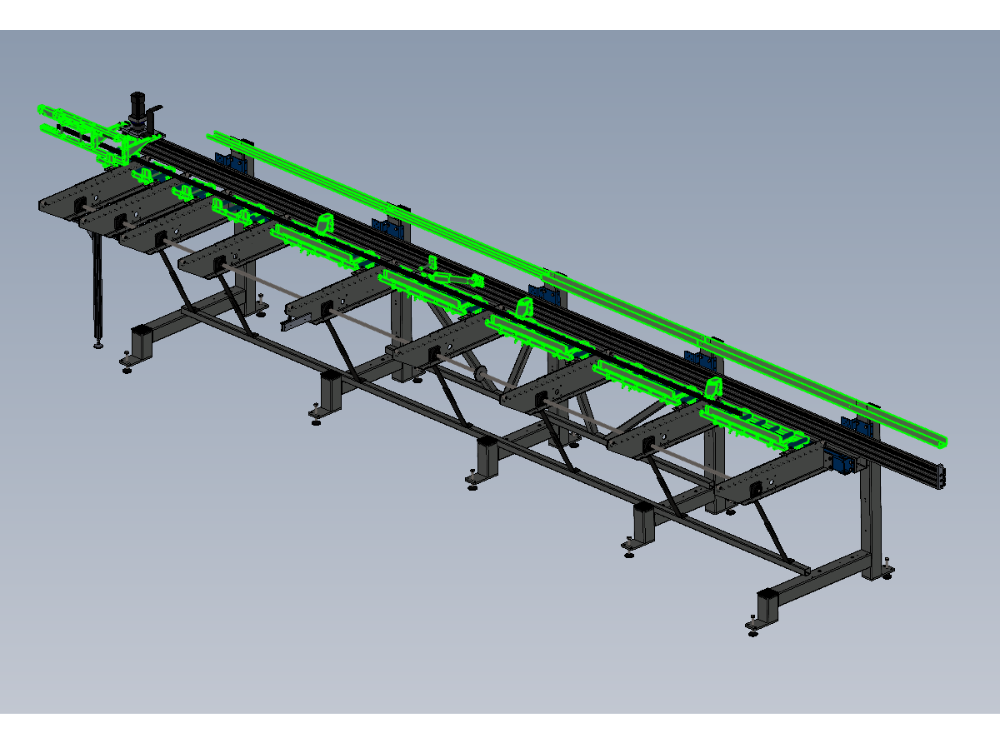
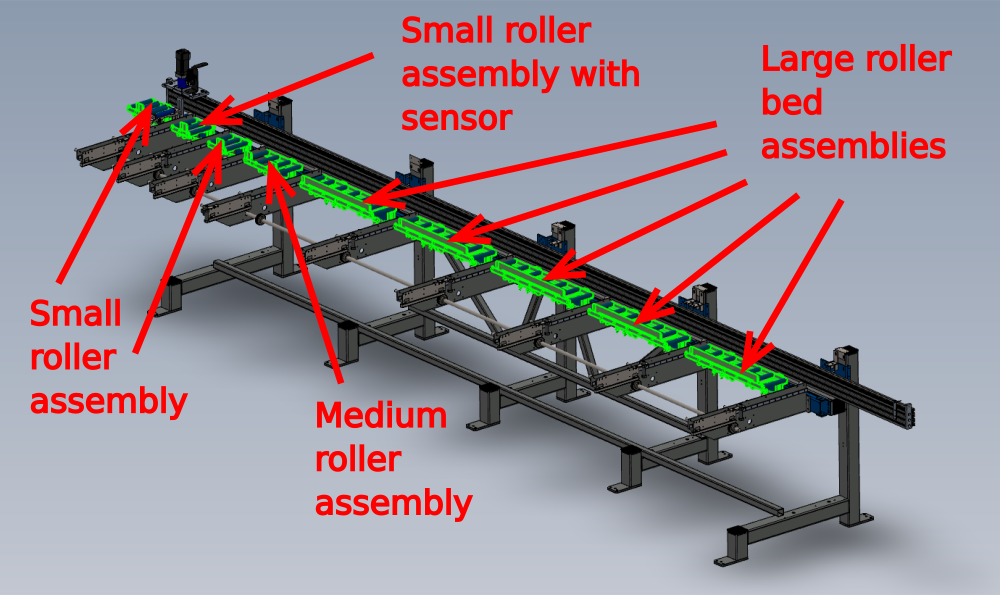
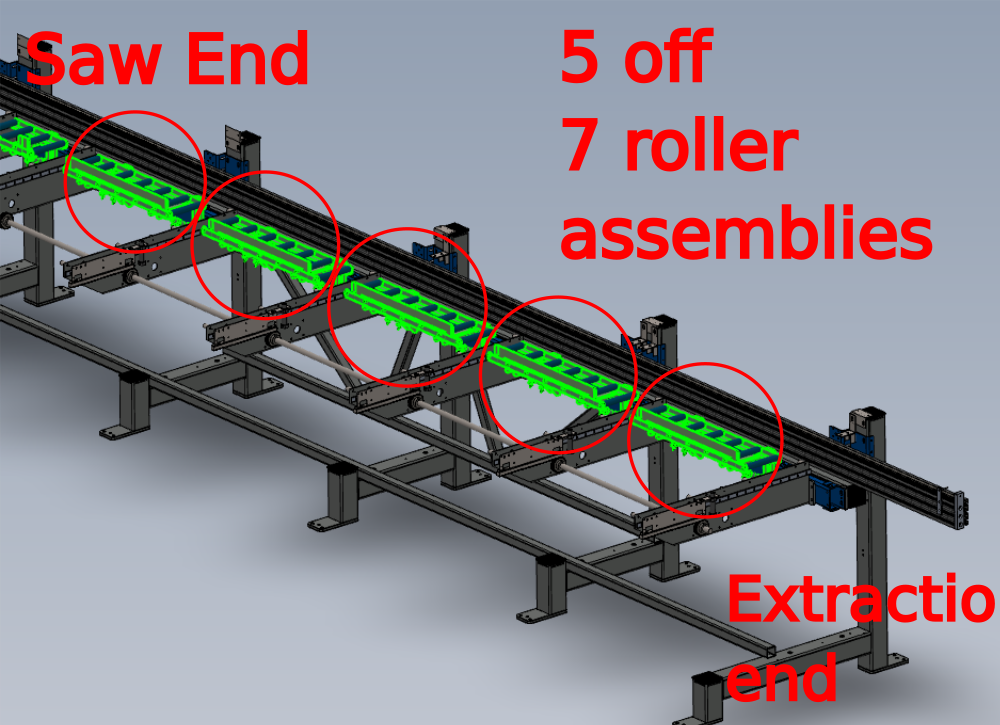
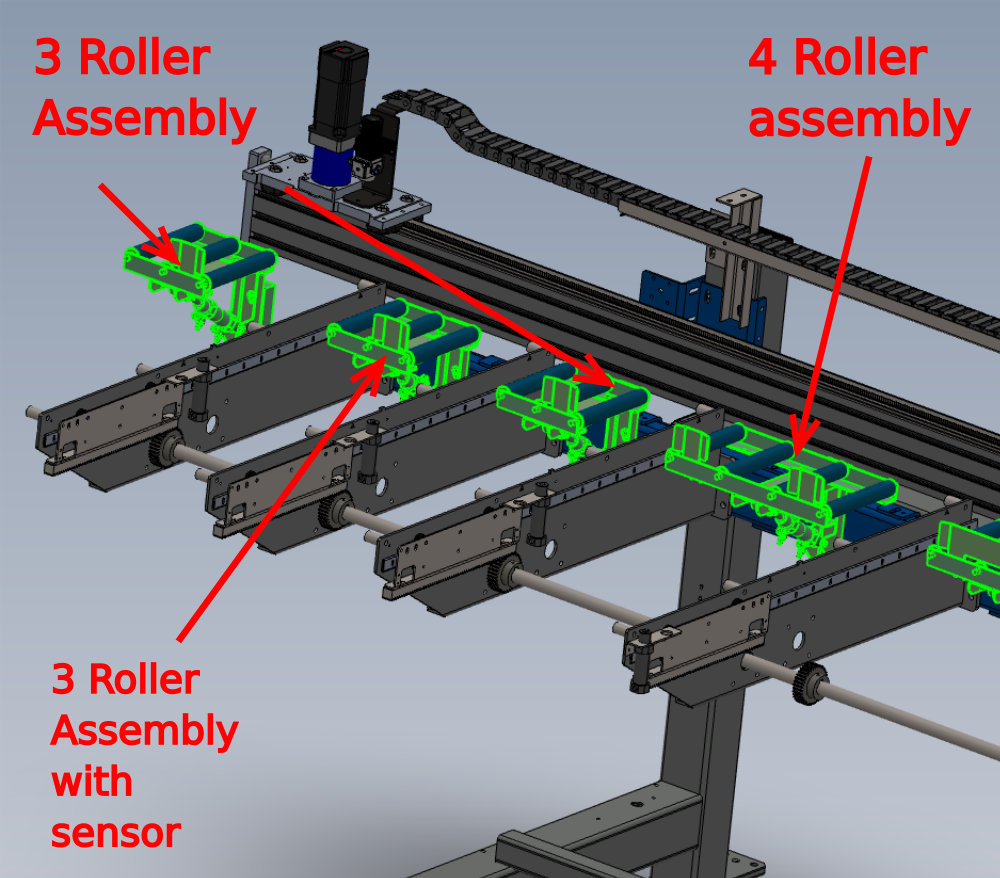
Étape 3 - Mount pre built R0015063 Bench Assemble Roller Tables
Mount roller beds as indicated , using M8 x 25 socket caps and heavy M8 washers.
Do not apply adhesive to fasteners and only apply holding tension to fasteners
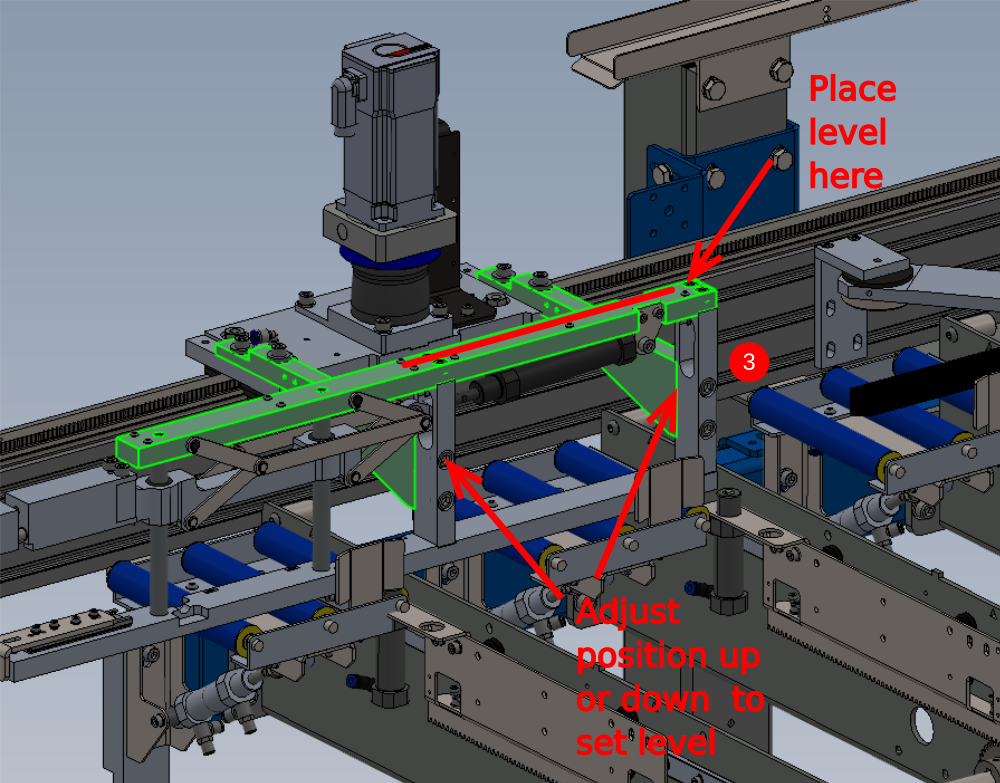
Étape 4 - Mount pre built R0015011 Bench Assemble Gripper
1 Mount Gripper assembly to carriage using 2 off M8 x 35 socket caps 2 off Mi8 x 2 5 socket caps and heavy M8 washers
2 Check and adjust parallel to ensure gripper is true to hepco beam both indicated measurements should be identical
3 Finalise level of gripper. Use engineers level on indicated face . Manipulate mounting brackets to set level. Finalise fasteners once set Tolerance 0.5mm




Étape 5 - Mount Energy chain angle brackets Lower
1 Mount 5 off D0015717 Lower mounting angle with 2 off M10 x 30 set bolts and A form washers per bracket . Do not apply adhesive at this point
2 Set height to just clear plastic frame cap and set bracket level

Étape 6 - Mount short upper chain angle brackets
Mount 5 off D0015718 to indicated points using M6 x 12 socket caps and heavy M6 washers . Set faces flush as with previous step
Do not apply adhesive at this point



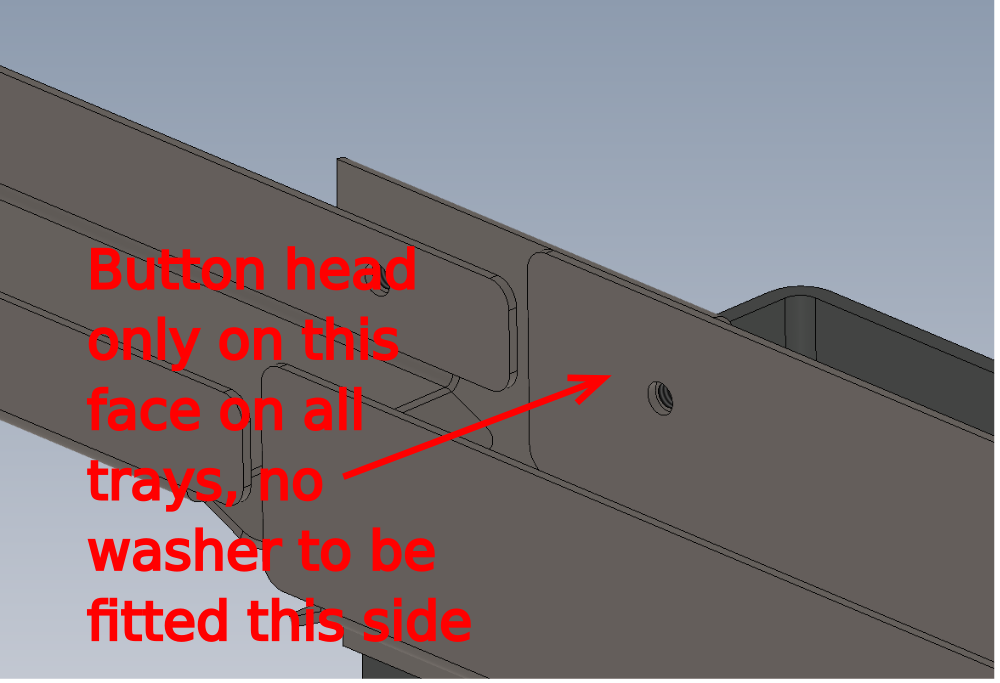
Étape 7 - Fit lower chain trays
Lightly fix these parts, as adjustment will be required later
1 Fit D0015721 to indicate point Using M5 x 16 button hex bolt, M5 penny washer and M5 nyloc nut .
2 Fit D0015724 to indicate point with same fixings as above
3 Fit D0015723to indicate point with same fixings as above
4 Fit D0015725 at indicated position .
Étape 8 - Fit Carriage bracket
Fit D0015720 carriage bracket as shown using M6 x 16 socket caps and A form washers
Ensure bracket is mounted square on carriage plate




Étape 9 - Fixed end fixing position
Fixed part of energy chain be be at this position on mounting tray
1st hole 20mm from fold
2nd hole 35mm from fold




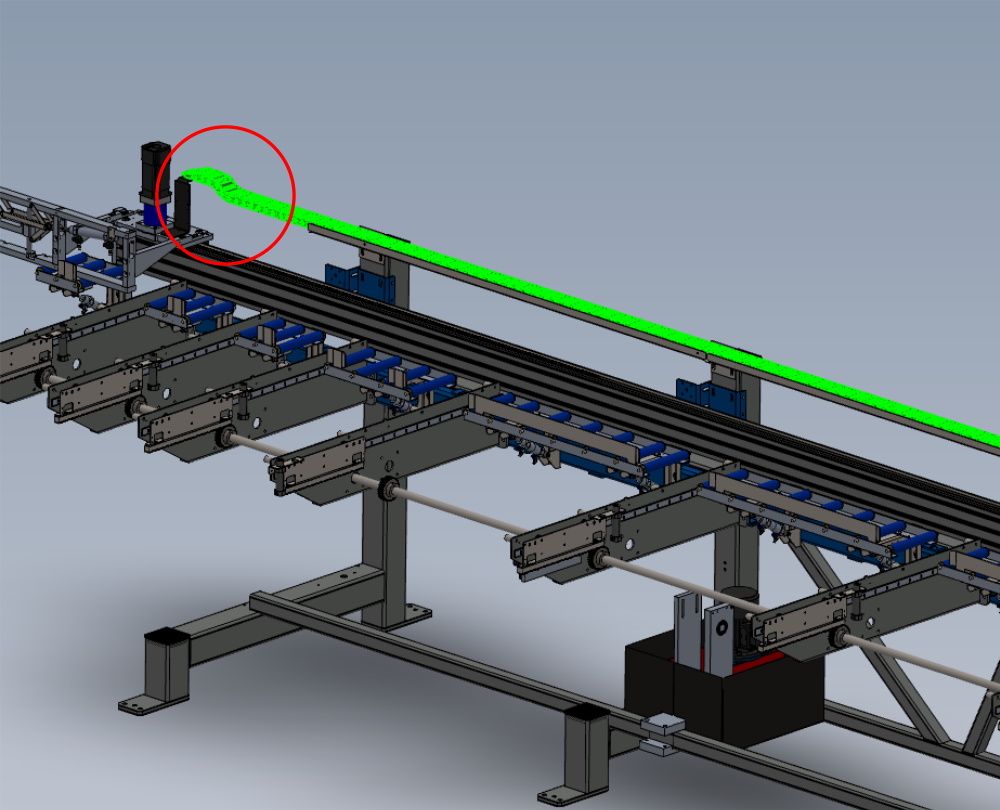
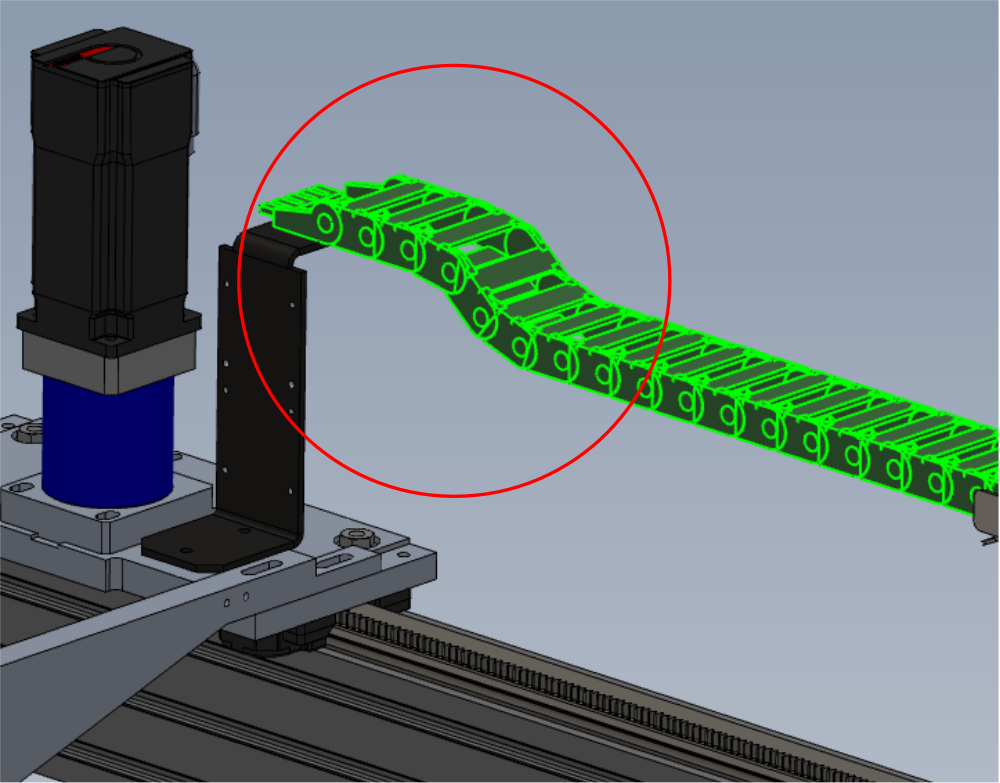
Étape 10 - Important Information
Energy chain assembly has 2 different mounting positions
It is VITAL the correct ones are used
Please fit using correct holes. Picture attached shows the energy chain fitted using the WRONG holes for mounting

Étape 11 - Attach pre built R0015286 energy chain
Fit pre built energy chain from assembly R0015286 and attach using M6 x 16 countersunk fasteners, M6 a form washers and M6 nyloc nuts
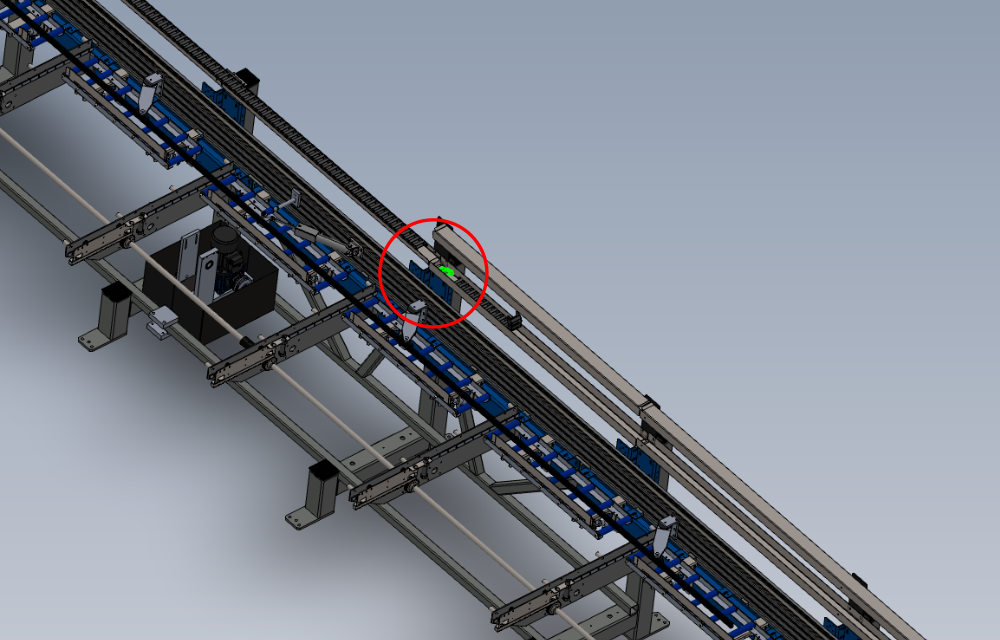
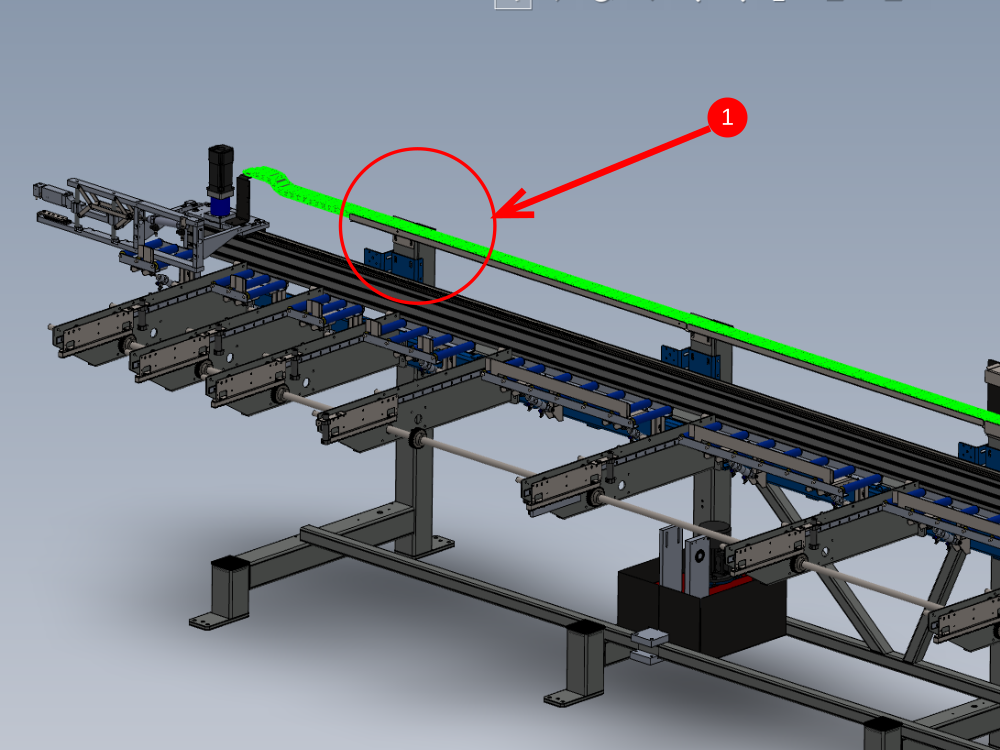
Étape 12 - Adjust lower trays to suit energy chain
1 Move gripper with energy chain attached to point indicated
2 Adjust bracket in indicated direction so that energy chain sits central in the tray
3 Measure indicated distance S
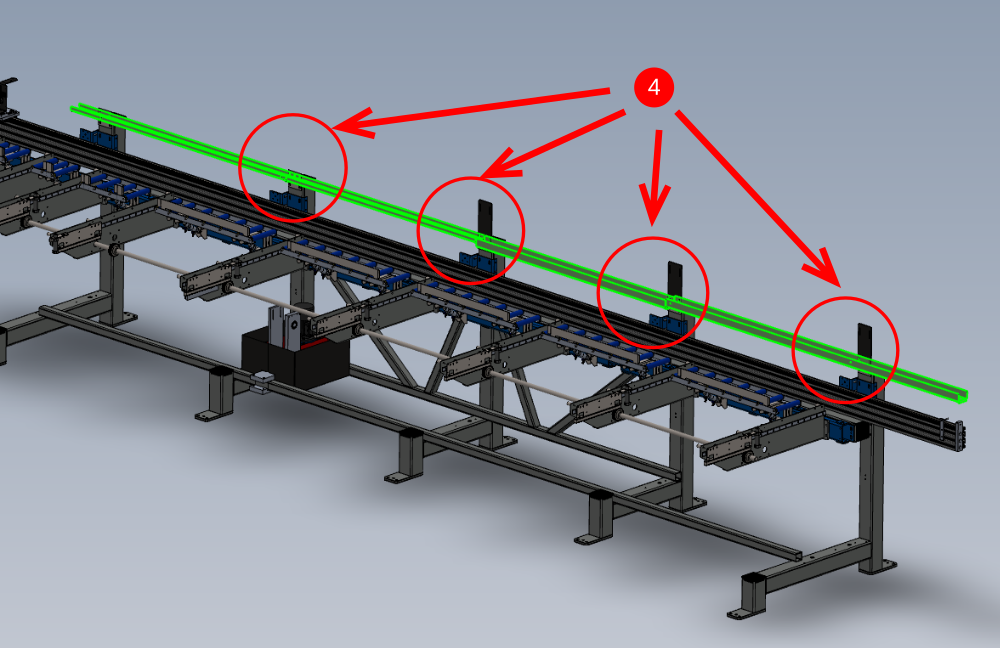
4 Set the next 4 lower tray mounting points to replicate this measurement using the same method of adjustment with the angled bracket


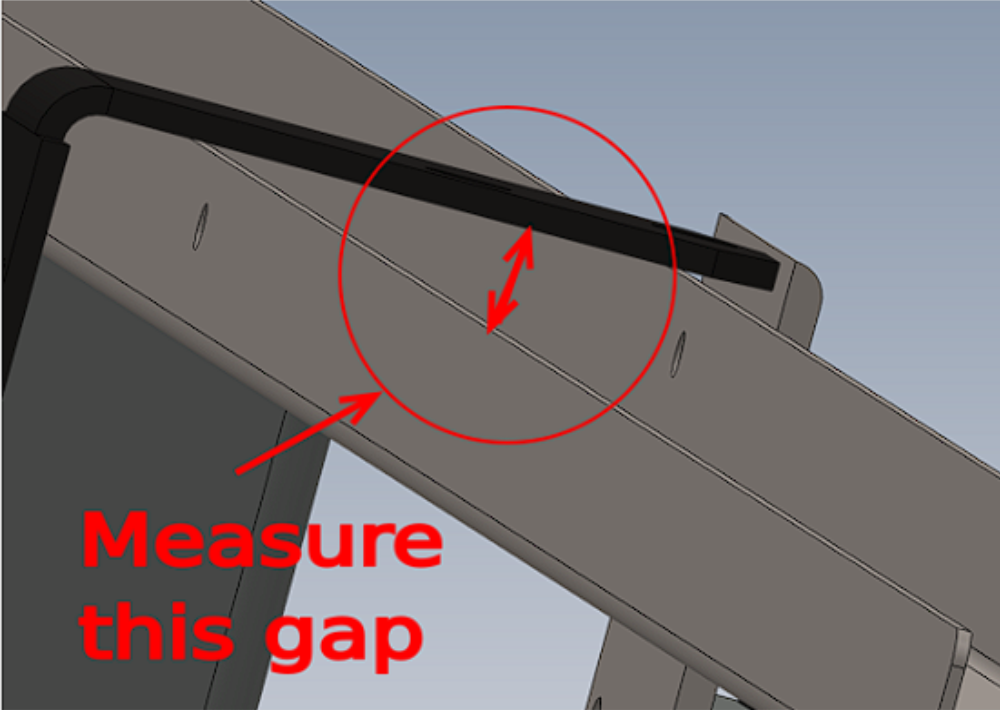
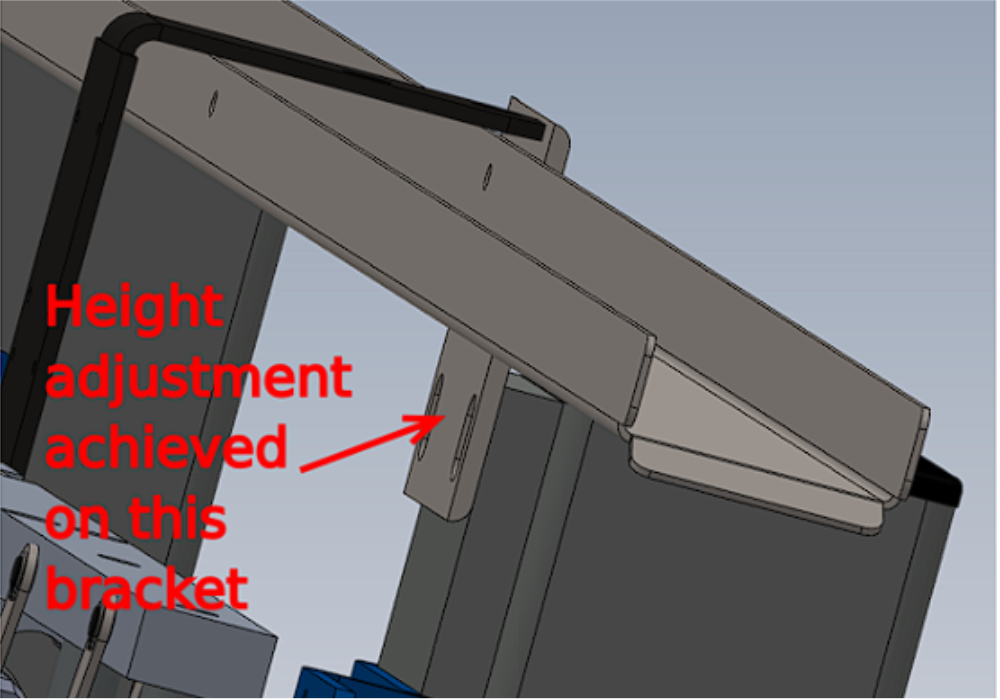
Étape 13 - Adjust lower tray height
Using the first point used to set the brackets , measure the gap indicated and replicate this measurement on the other 4 points . This is adjusted by moving the indicated bracket up or down .
Étape 14 - Quality check
Move Gripper carriage along the complete length of the hepco beam , and monitor the energy chain .
Check that there is no sideways pressure on the chain from misalignment
Check that no snags occur on fixings when energy chain is travelling

Étape 15 - Finalise fixings
Now aligned , ensure all fixings used to assemble the energy trays and brackets have adhesive apllied and final tension added to fasteners and pen marked
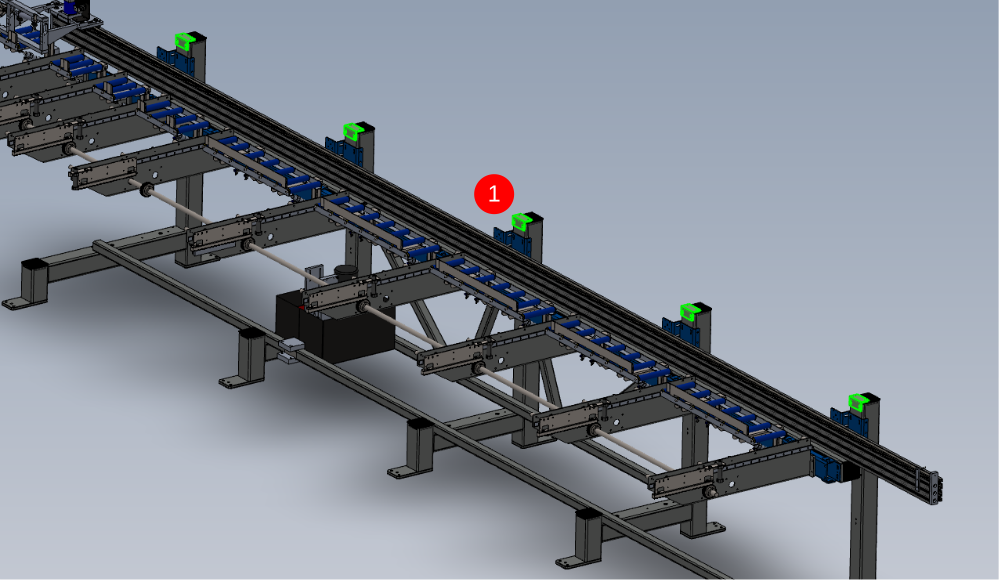
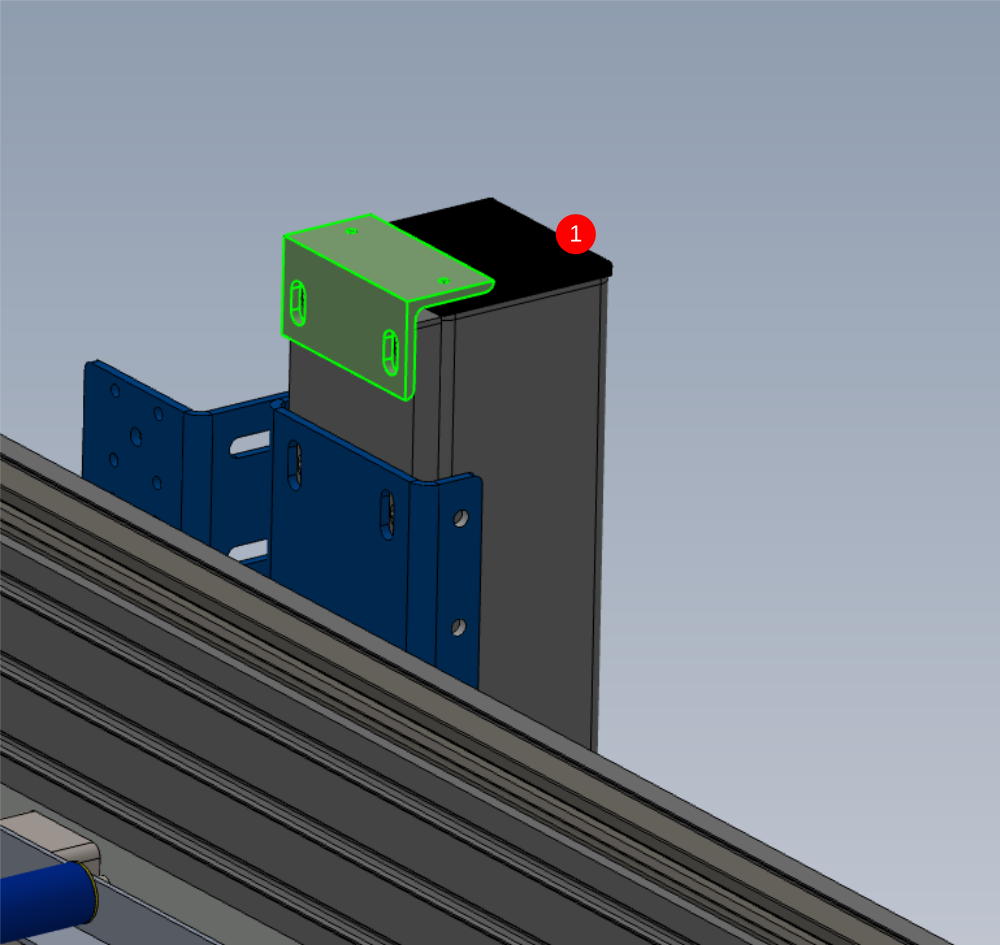
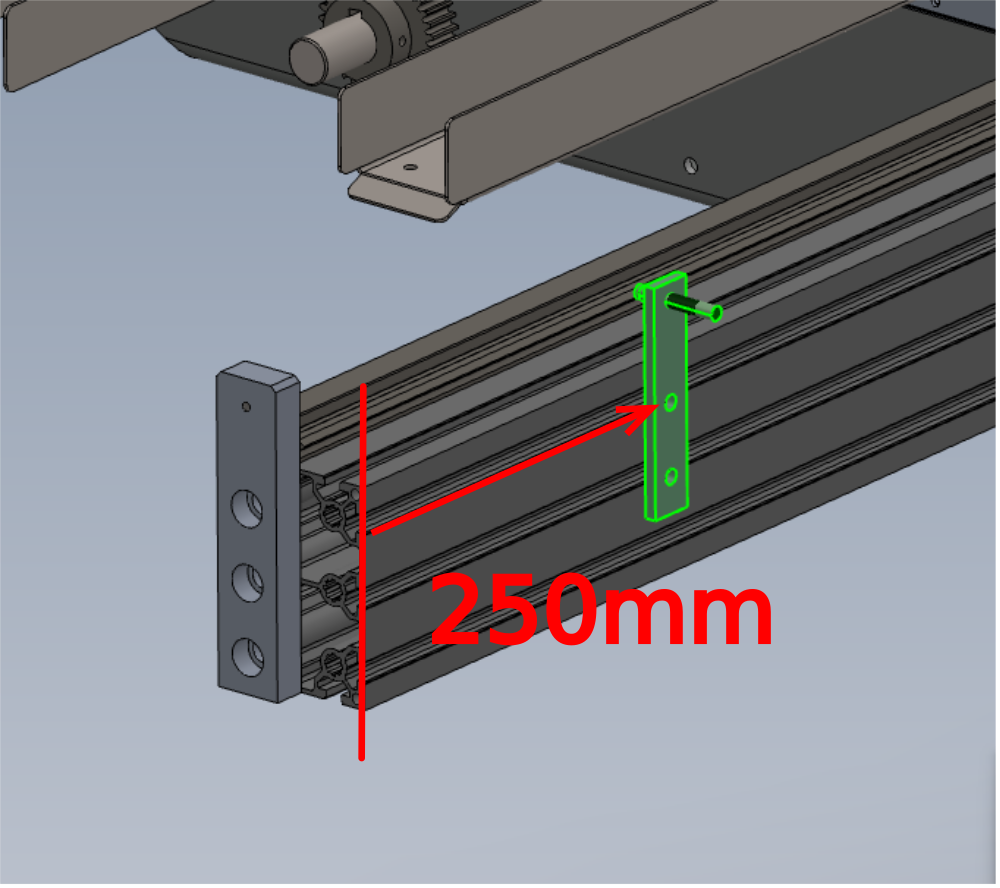
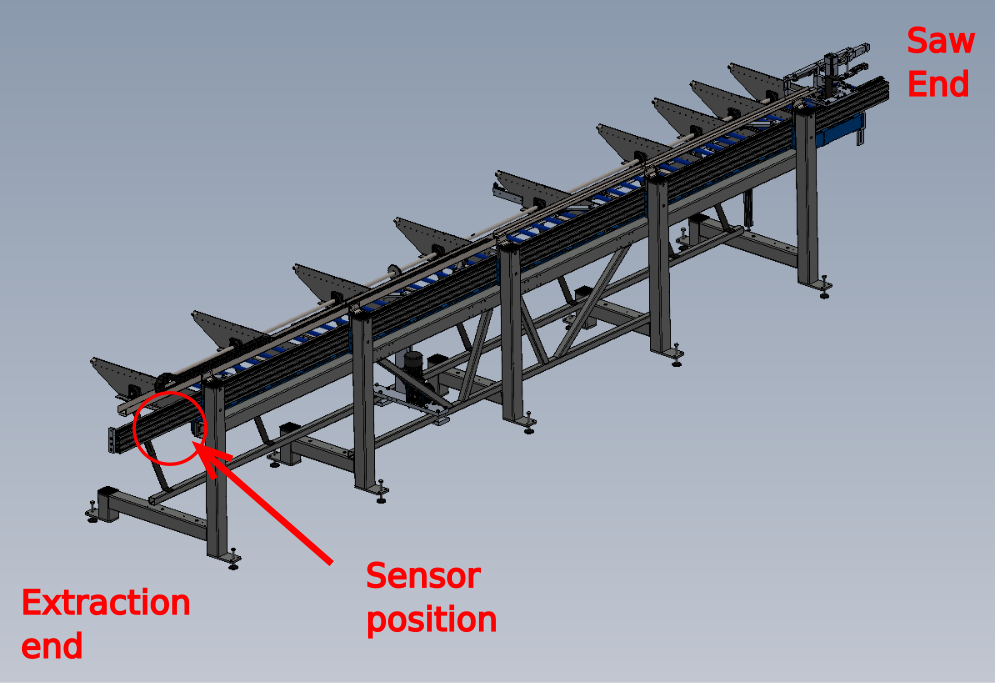
Étape 16 - Mount Datum Sensor and bracket
Mount D0015598 with E0000366 as shown at 250mm from end . Use M8
D nuts, M8 x 16 socket caps and A form washers
Set sensor to carriage face. Gap should be no larger than 1mm. Check gap at all points of travel along carriage face
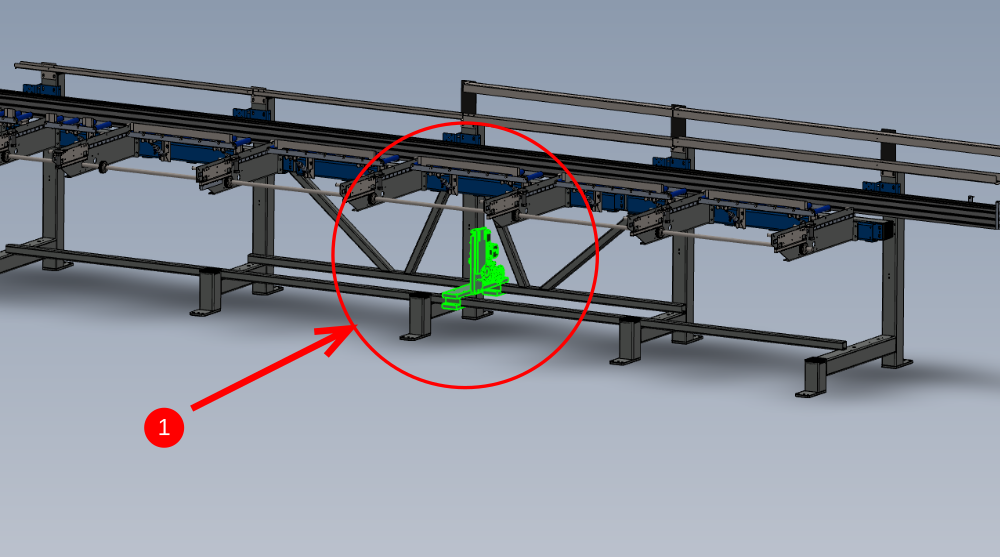
Étape 17 - Mount R0015096 Bench Assemble Transfer Drive Assembly
1 Position 1 off drive assembly in the positions indicated
2 Use a 1000mm steel rule to align indicated sprocket with drive sprocket on drive shaft indicated



Étape 18 - Add drive chain
1 Fit drive chain to shaft sprocket and motor assembly.
2 Adjust tensioner to apply tension to chain. This should be set so chain has minimal slack, but is not under excessive tension.


Étape 19 - Now move to section two
Section two of this dokit must be followed
Found here
Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português