R0000164 spindle instructions


Difficulté
Moyen
Durée
1 heure(s)
Sommaire
- 1 Introduction
- 2 Étape 1 - Q/C all supplied parts
- 3 Étape 2 - Ensure D0006016 and H0006011 Fit
- 4 Étape 3 - Attach coupling M6 studding
- 5 Étape 4 - Bearing dry fit and spacer adjustment
- 6 Étape 5 - Final assembly of internal spindle unit
- 7 Étape 6 - Add D0006016 to assembly
- 8 Étape 7 - Dress Grubscrews to allow fitting
- 9 Étape 8 - Fit internal spindle into housing
- 10 Étape 9 - Leave Spindle to cool
- 11 Étape 10 - Final adjustment
- 12 Étape 11 - Fit belt pulley
- 13 Commentaires
Introduction
Clear build instructions for the assembly of R0000164 spindle assembly
Étape 1 - Q/C all supplied parts
Ensure all parts supplied are visually checked for damage such as burs or surface contamination
Report any issues to supervisor
D0006016 may be issued with surface rust . This should be cleaned with green scotchbrite pads as shown in photos to remove contamination


Étape 2 - Ensure D0006016 and H0006011 Fit
- The two parts should fit together in the indicated direction . It is crucial that this is a good fit, but not to tight that it hinders coupling together. This assembly will have to be taken apart during assembly so this fit must be correct. If the h6011 does not fit into the D6016, D6016 will require polishing
- The indicated face should be polished gradually, to ensure the correct amount of material is removed for the correct fitment. Gently use 120 grit emery tape in a drill attachment to polish bore. Take gradual passes and increase size slowly
- A small amount of copper slip should be added to the mating face on H6011 to ensure a material seize does not occur when mating the two parts together



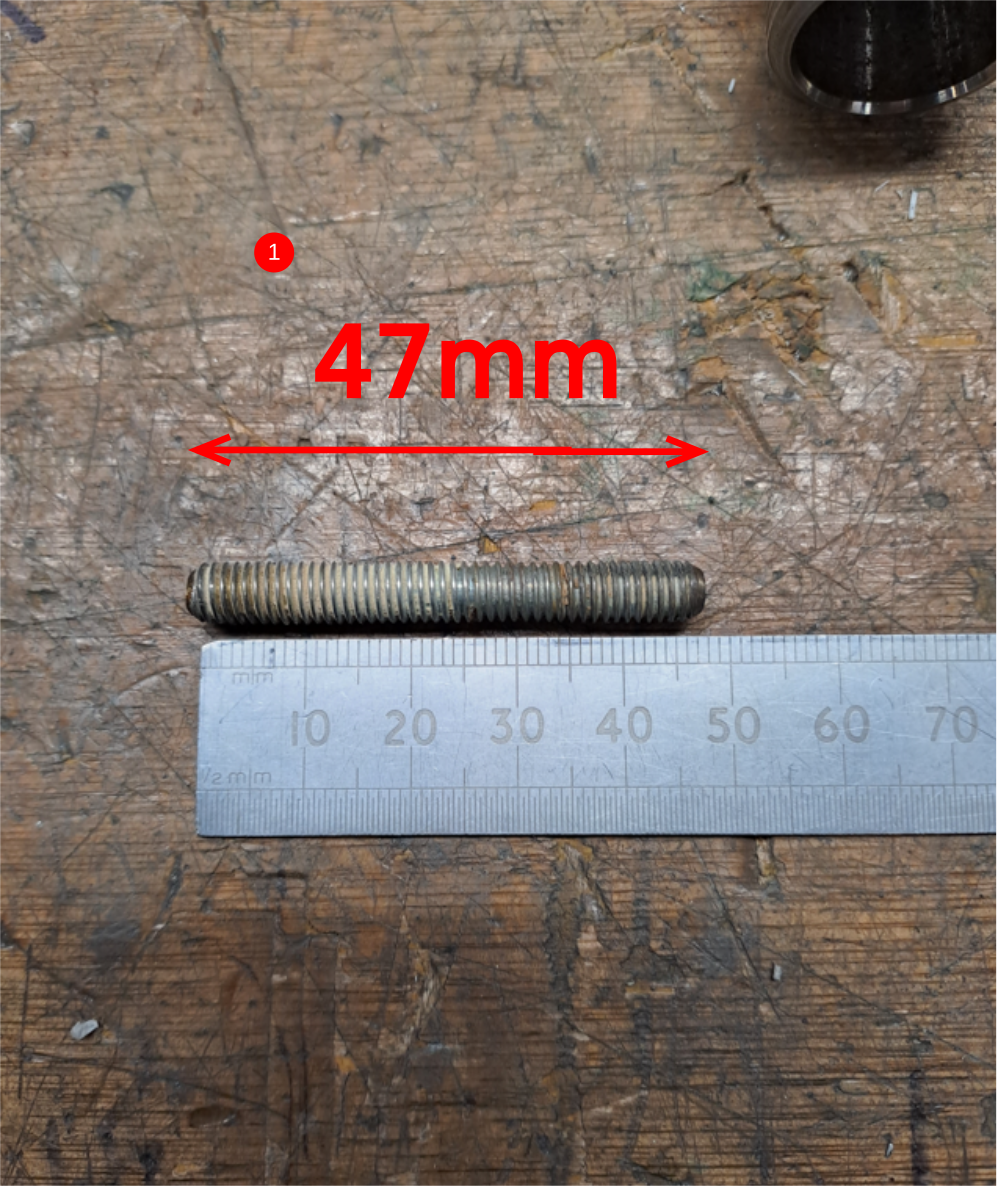
Étape 3 - Attach coupling M6 studding
- Cut a piece of M6 studding 46mm Long.
2.Use loctite 270 and wind cut m6 stud into locating hole on tooling shaft
3. Hold tooling shaft as shown in vice
4. Lock 2 m6 nuts off against each other as shown to enable a 10mm spanner to be used to wind m6 studding tight into tooling shaft
5. once tight remove both M6 nuts


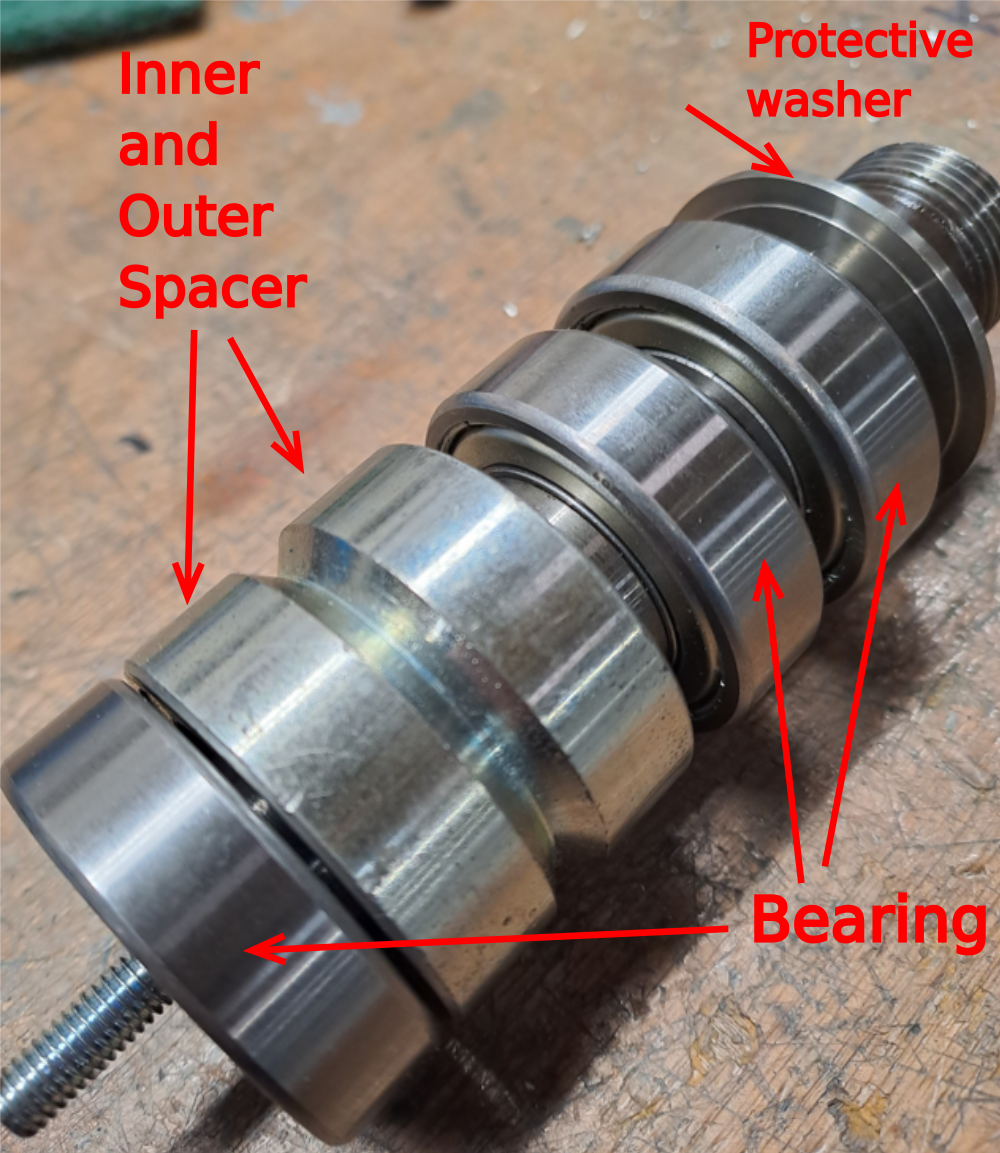
Étape 4 - Bearing dry fit and spacer adjustment
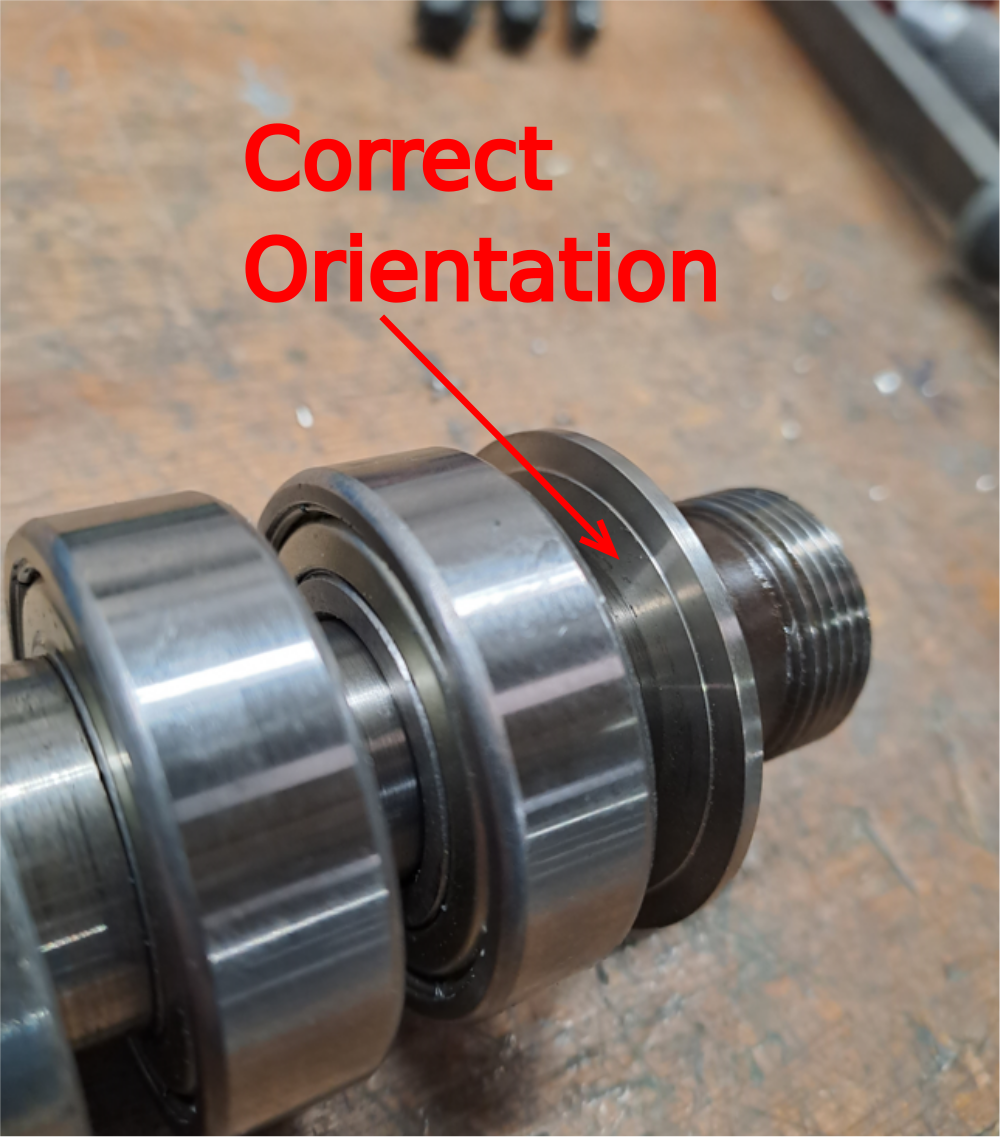
- Assembly bearings, inner and outer spacers and protection washer in the order shown onto H6011 shaft
2. Screw D6016 down onto the assembly and tension .
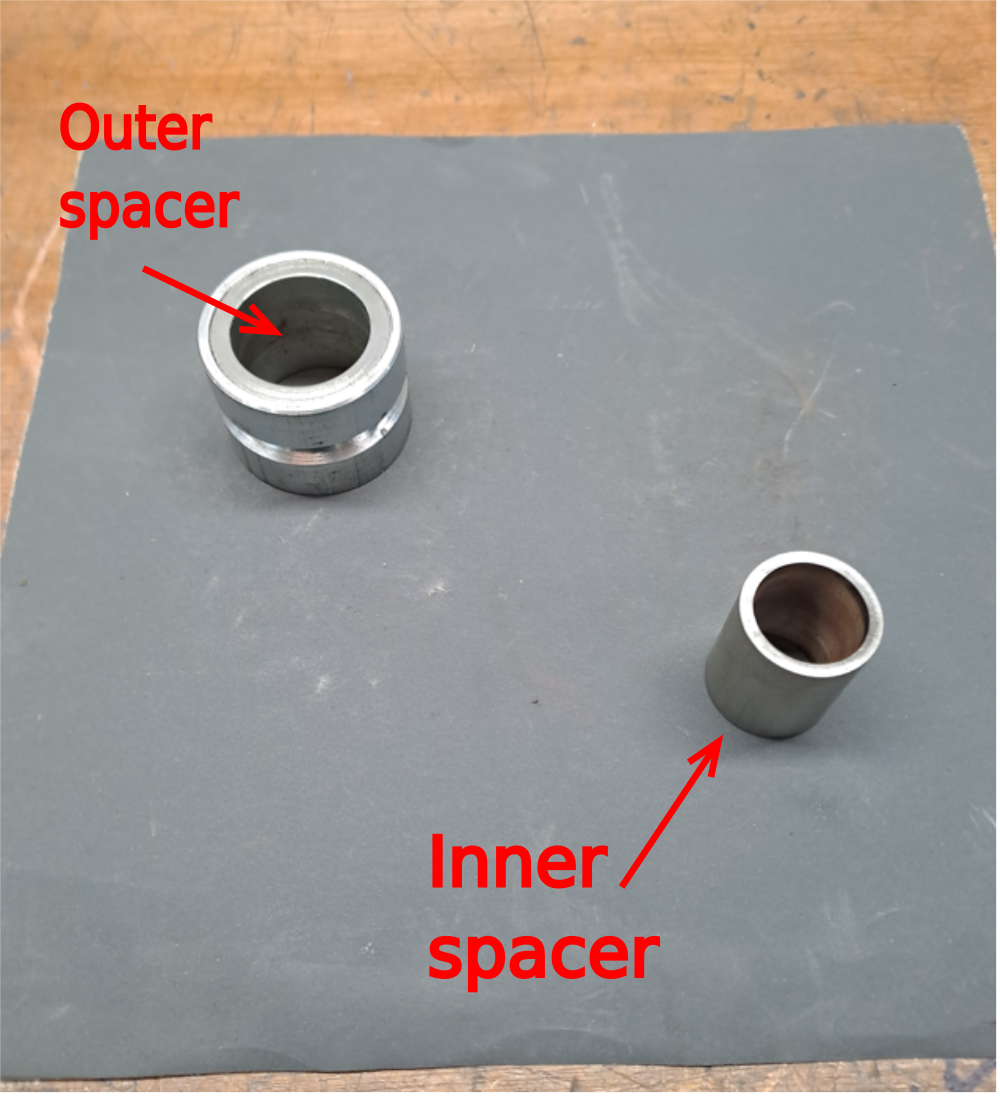
3. Outer spacer now needs checking for resistance .Outer spacer should be able to move in the directions shown, but not fall under its own weight when the assembly is held horizontally. If this is not the case, adjustment will be required
4. To adjust the fit of the outer spacer the following can be done
- If outer spacer is to tight then it can be reduced in size to create friction
- If outer spacer is to loose, inner spacer can be reduced in size to create the correct resistance
If the fit of the spacer is incorrect, remove from assembly and adjust the following way.
Use a piece of wet and dry around 800 grit and rotational polish appropriate spacer to reduce size slightly. Ensure both sides are polished to reduce the chances of losing the parallel form of the spacer
Once the desired fit has been achieved move the next step



Étape 5 - Final assembly of internal spindle unit
- Ensure all parts are thoroughly washed with FE10 to degrease and remove any debris
- Use Loctite 641 Bearing retainer on all bearings
- Apply only the shown amount of bearing retainer
4. Continue the assembly, adding the correct amount of bearing fit each time a bearing is added
5. Add Loctite 243 to m6 studding ready for coupling
6. Add a small amount of copper slip to indicated face to ease assembly






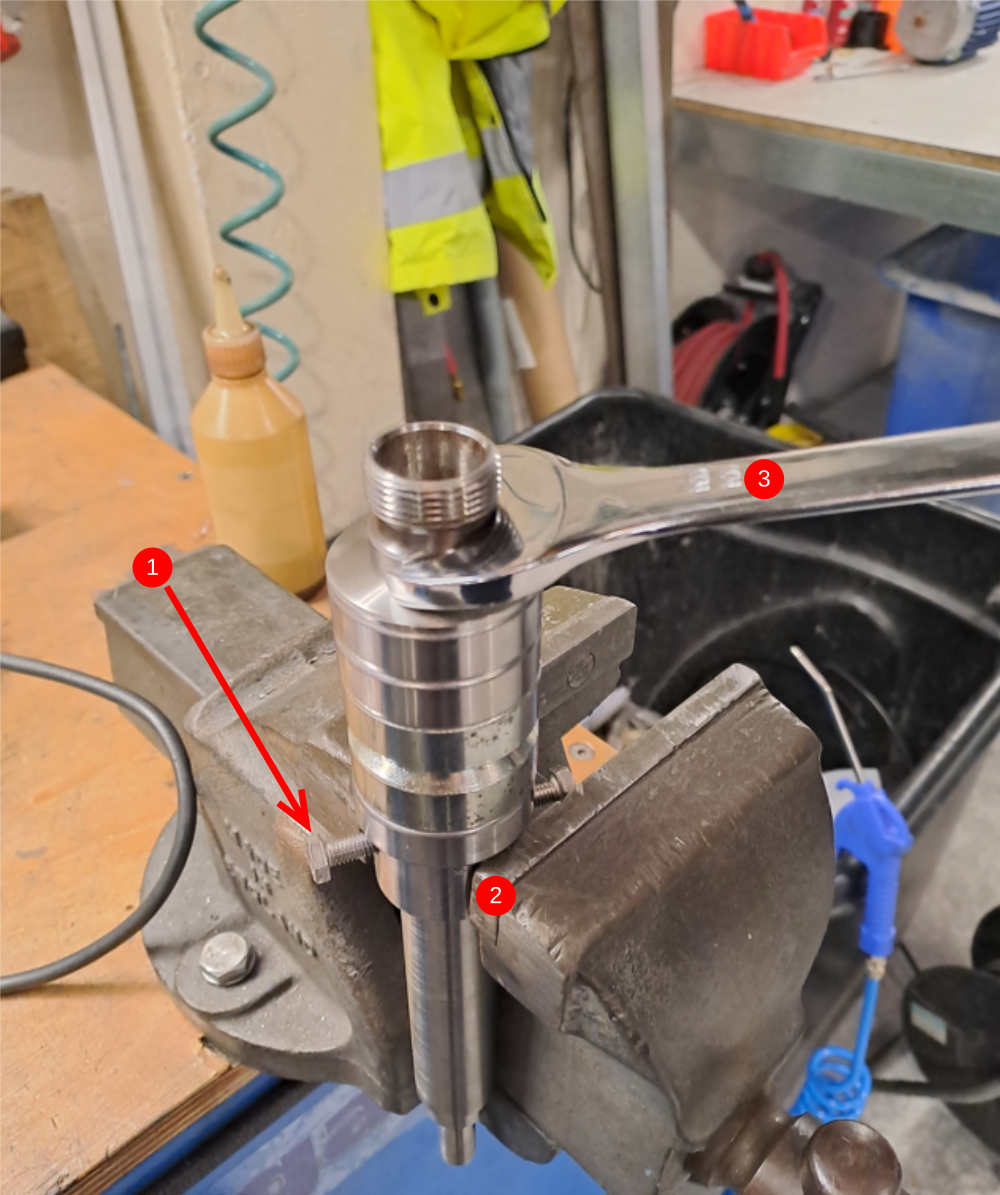
Étape 6 - Add D0006016 to assembly
- Use 2 m6 set bolts again to stop rotation of D0006016 when tightening assembly
- Hold assembly in vice as shown
- Use a 22mm spanner to tighten D0006016 onto bearing assembly
- Once tight, check friction of spacer is still correct
- Use Loctite 243 and fit 2 off M6 x 10 KCP (knurled cup point) grubscrews as shown . Tighten and mark as complete

Étape 7 - Dress Grubscrews to allow fitting
- Protect bearings from swarf created by wrapping masking tape around bearings and seals
- Use a file and then emery to dress grubscrews down to indicate level shown


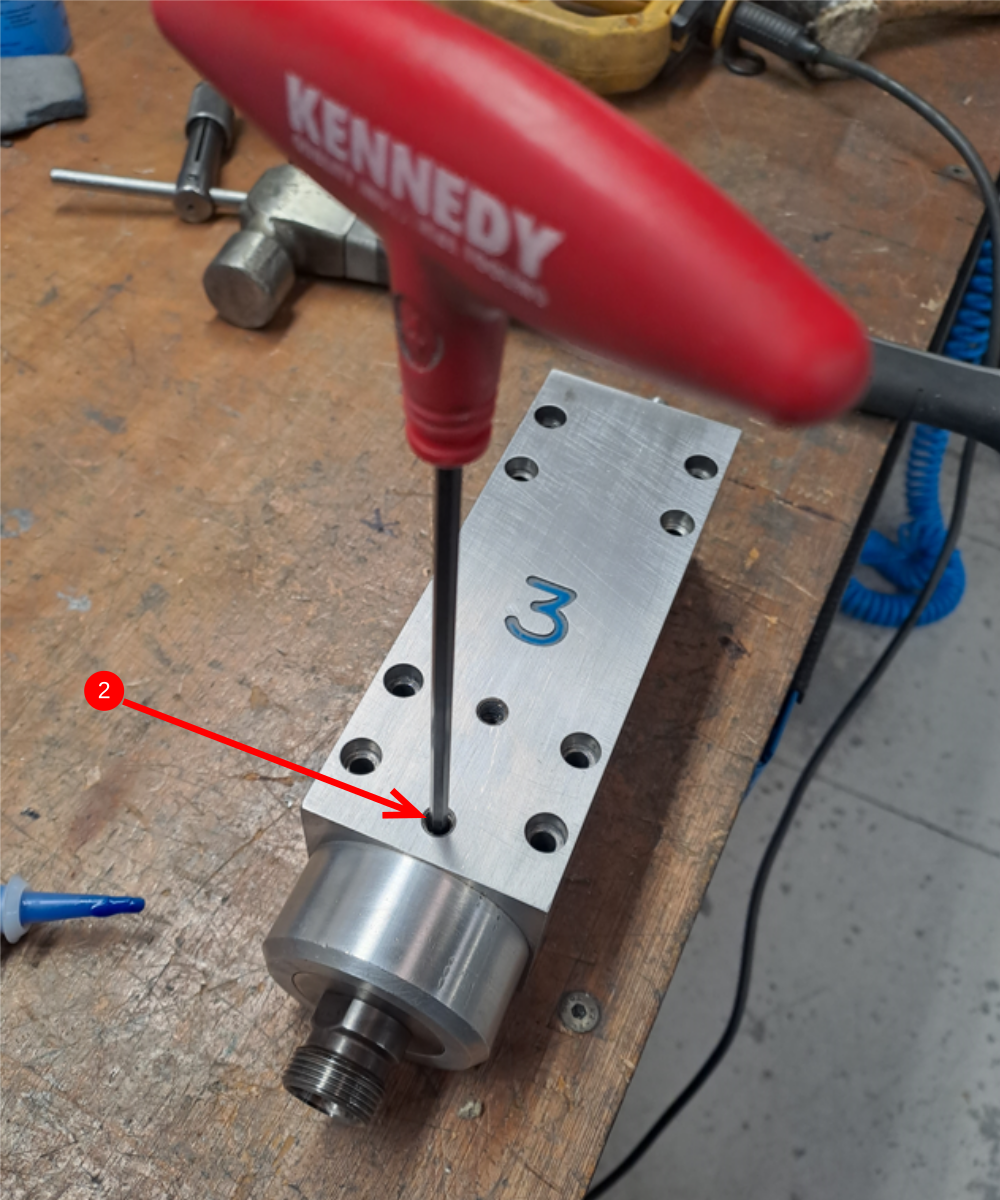
Étape 8 - Fit internal spindle into housing
- Heat spindle housing with heat gun until sufficient temperature is reached to allow the internal spindle assembly slide through with minimal resistance.
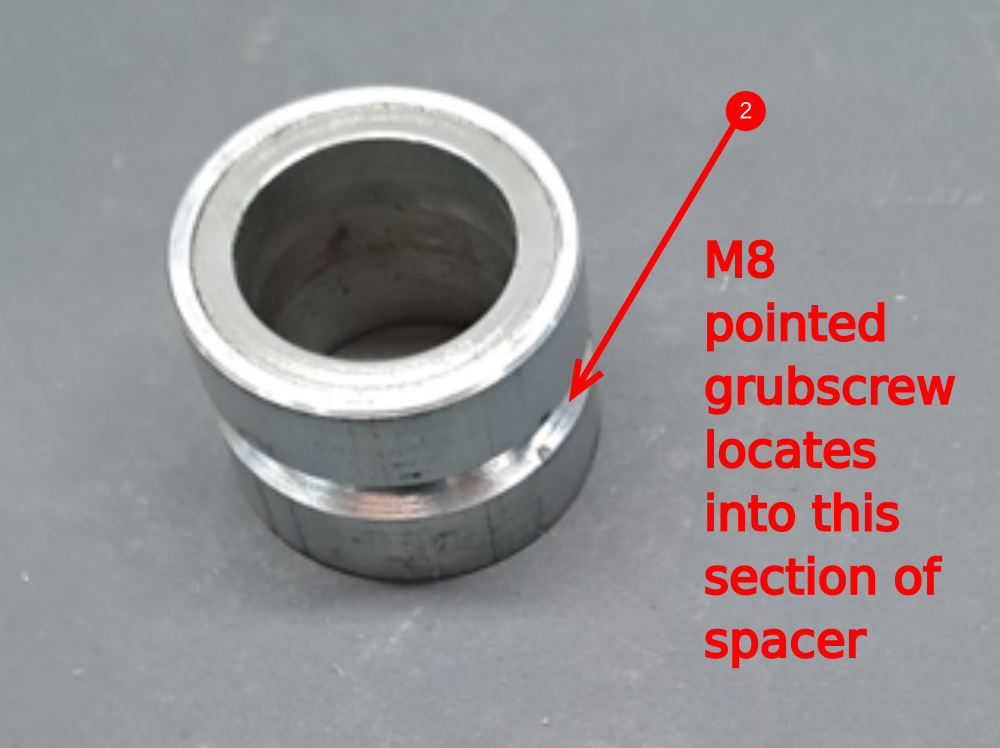
- Use a m8x 12 pointed grubscrew to locate onto the v of the spacer within the housing (See photos)
- Fit final bearing to top of spindle housing, applying a smear of bearing fit to the inner and outer diameter of the bearing.
- Ensure the bearing sits below face indicated 7 when fitted


Étape 9 - Leave Spindle to cool
Spindle must be left until stone cold before final adjustments are made

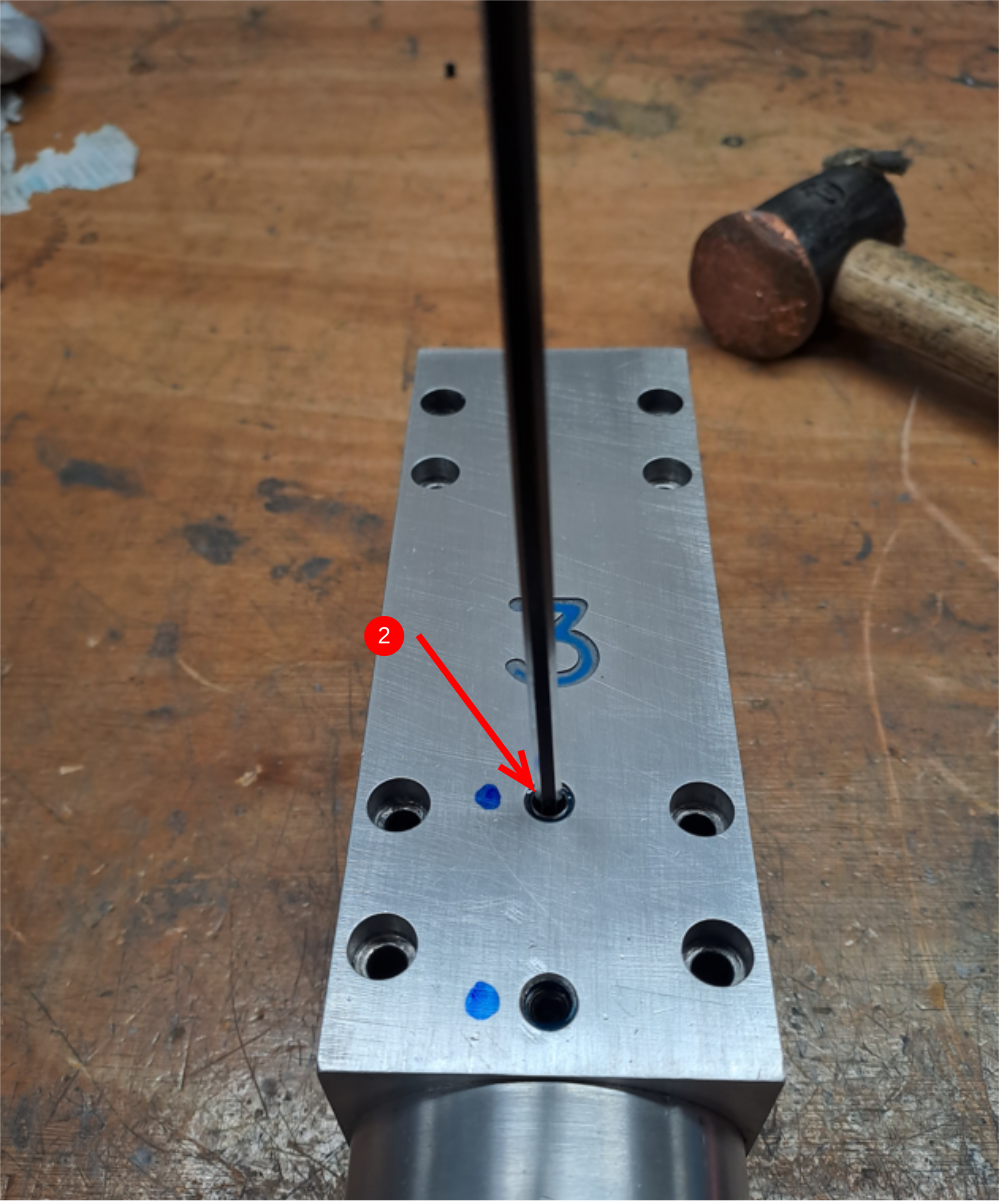
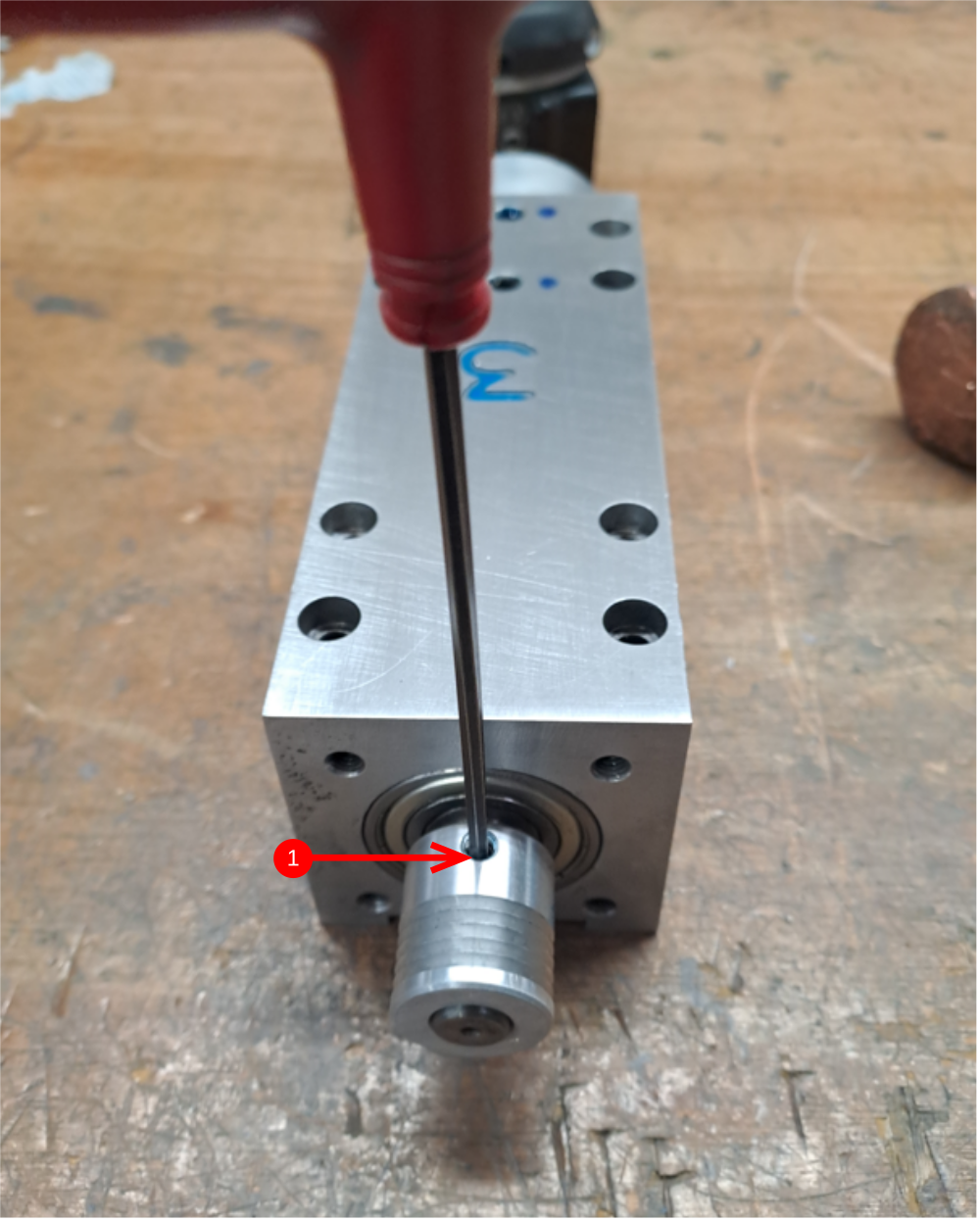
Étape 10 - Final adjustment
- Remove pointed m8 grubscrew, Use Loctite 243 and retighten and mark as finished
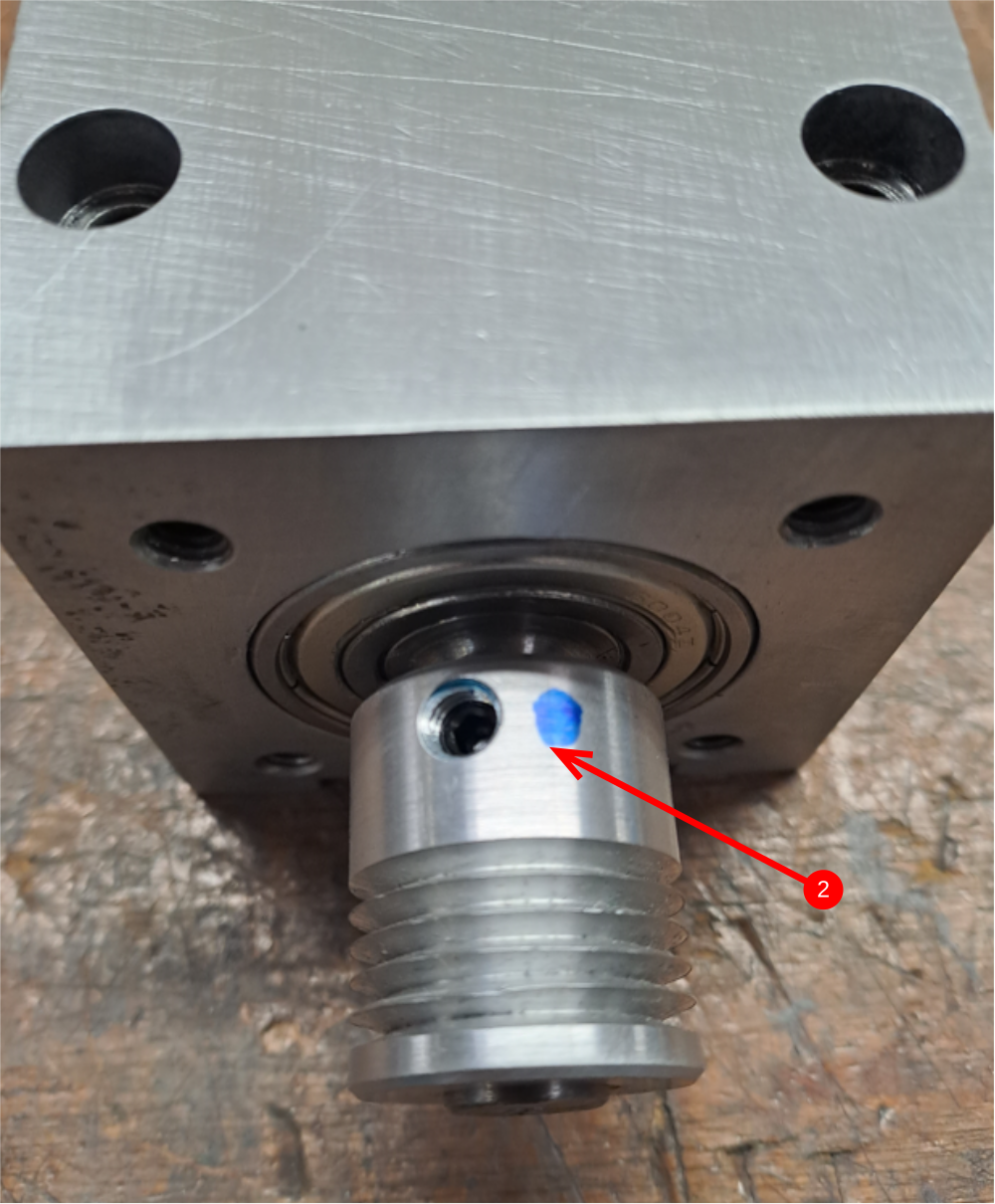
- Add M8 x 8 grubscrew with Loctite 243 to position 2 to act as a blanking screw and mark as finished
- Now rotate the spindle by hand. Movement should be consistent, with no tight spots and fairly easy to turn by hand. Using a copper section of a hammer , applied a small impact in the directions show to settle the internal assembly into its natural state
- Double check pointed grubscrew is still tight


Étape 11 - Fit belt pulley
- Use 2 off M6 x 6 pointed grubscrews with Loctite 243 to mount belt pulley to the spindle.
- Mark bolts as complete
Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português