Details of bench assembly for saw clamps

Difficulté
Moyen
Durée
4 heure(s)
Sommaire
- 1 Introduction
- 2 Étape 1 - Unless otherwise stated
- 3 Étape 2 - De grease components
- 4 Étape 3 - Quality check
- 5 Étape 4 - Fit bearings to clamp blocks
- 6 Étape 5 - Fit bearings to head blocks
- 7 Étape 6 - Lubricate bearings
- 8 Étape 7 - Assemble roller clamp
- 9 Étape 8 - Fit Shafts to clamp blocks
- 10 Étape 9 - Fit shafts to clamp heads
- 11 Étape 10 - ~Check hard stops are fitted to clamp mounts
- 12 Étape 11 - Fit top clamp shafts
- 13 Étape 12 - Assemble hard stop
- 14 Étape 13 - Assemble cylinders
- 15 Commentaires
Introduction
Tools Required
Standard hex key set
Standard spanner set
External circlip pliers
20mm bearing dolly
Reduced shank 5mm hex key
Parts Required
B0000033 Linear Bearing: Ø20 x 30 Compact (Metal Case Only) x 8
B0000034 Linear Bearing: Ø16 x 30 Compact (Metal Case Only) x 8
B0000200 Circlip 8mm External x 12
B0000346 Ball Bearing 8 D 22 D 7 Long + seals x 6
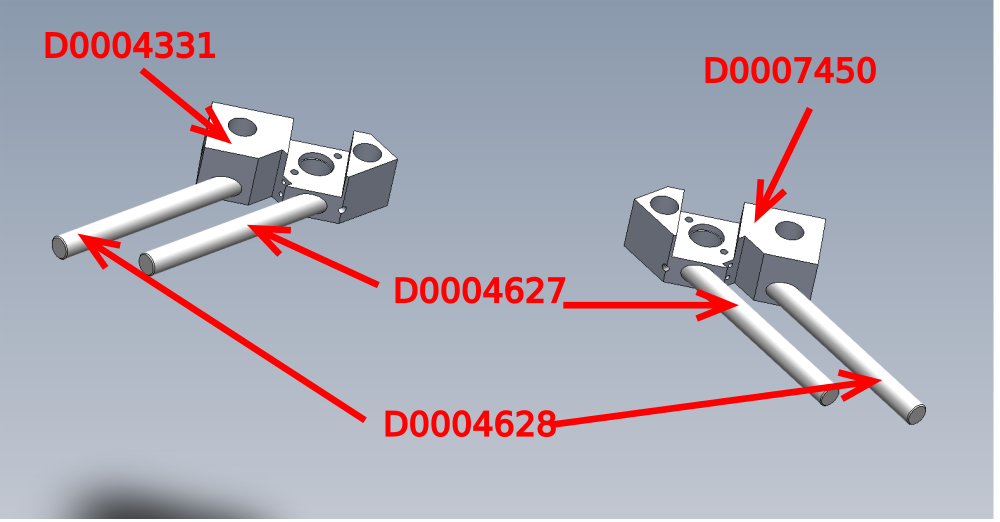
D0004331 Clamp Head (D7450) x 1
D0004332 Clamp Mount Block (D7449) x 1
D0004333 Pillar x 2
D0004358 Clamp Head Bracket (D7447) x 1
D0004359 Clamp Head Cylinder Bar (D7446) x 2
D0004550 Clamp Insert x 2
D0004808 Slide Stop x 2
D0005191 Bearing Protective Washer x 4
D0005425 Clamp block Right (5625) x 1
D0005566 Clamp block left - Roller style (5567) x 1
D0005568 Clamp block left roller shaft x 3
D0007447 Clamp Head Bracket OH (D4358) x 1
D0007449 Clamp Mount Block OH (D4332) x 1
D0007450 Clamp Head OH (D4331) x 1
D0015266 Shaft 38.7mm: 440mm ZX Saw Top Clamp BZP x 2
D0015299 Shaft 16mm: 320mm Chip Deflector ZX5 x 1
D0015446B Chip Deflector Mounting Plate (Tapped) x 1
D0015447B Chip Deflector Probe Ø50 (Tapped) x 2
D0015454 Chip Deflector Rod (M16) x 2
H0004625 Shaft 16mm: 150 Saw Clamp x 2
H0004626 Shaft 16mm: 275 Eject Push x 1
H0004627 Shaft 20mm: 210 Saw Inner Clamp x 2
H0004628 Shaft 20mm: 245 Saw Outer clampx 2
M0001194 Kipp clamp handle x 2
P0000007 Straight Adaptor 6mm - 1/8 BSP tapered thread x 1
P0000054 Cylinder Ø32 x 50 (PIS32A50) x 1
P0000064 Pneumax microcylinder 25bore x 80stroke x 2
P0000295 Elbow Adaptor 6mm - 1/8 BSPT (Metal type) x 3
P0001143 cylinder 32 x 175mm stroke ISO x 1
Étape 1 - Unless otherwise stated
All bolts to have Loctite 243 adhesive applied unless otherwise stated
All Threaded Pneumatic connections to have Loctite 570 applied
All bolts to be pen marked once adhesive applied and correct tension added

Étape 2 - De grease components
Degrease main blocks with Fe10 as shown

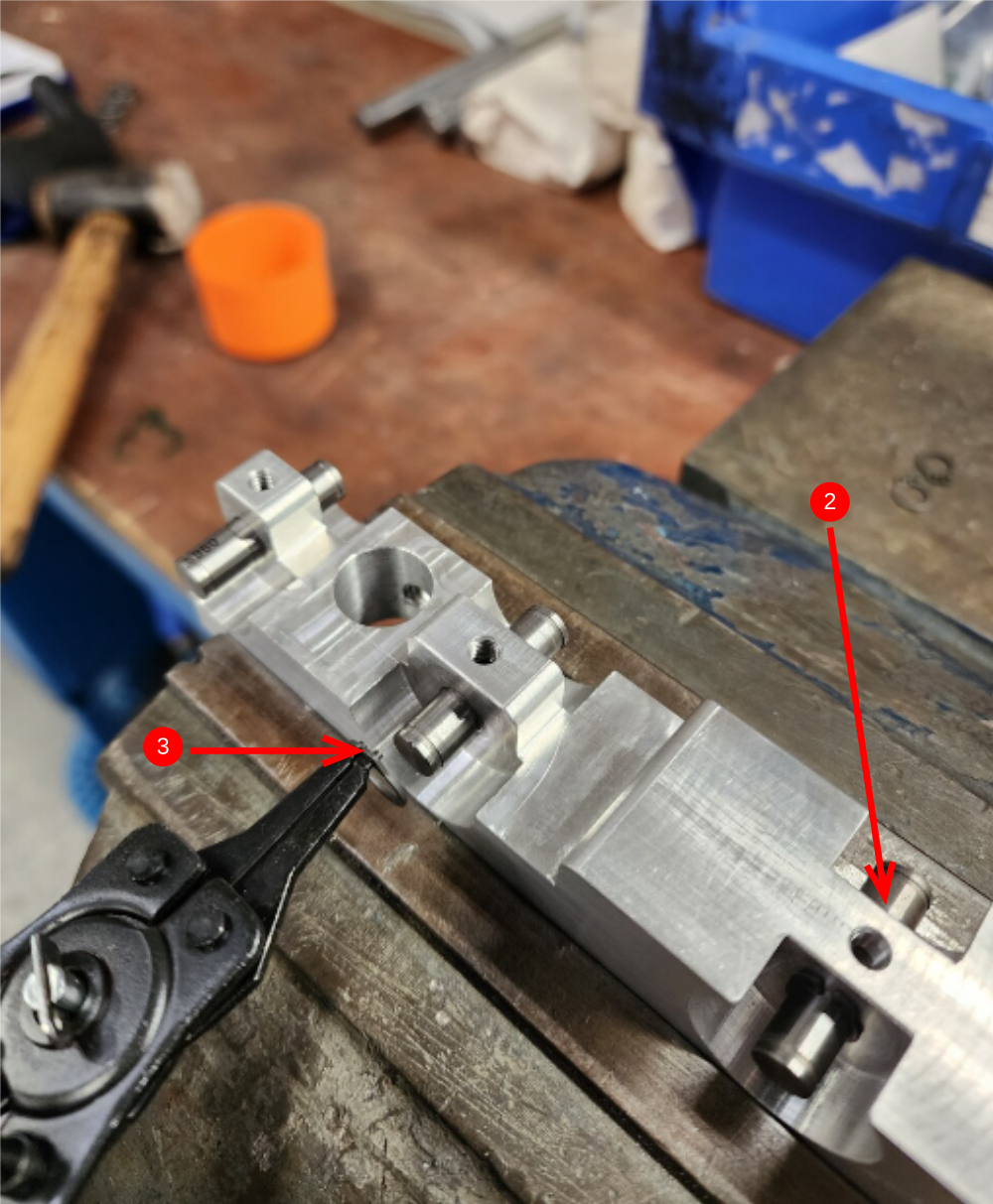
Étape 3 - Quality check
Test fit shafts indicated into blocks to check for correct fitment .
Check that shafts enter bore fully an dimples on shafts are able to align with locating tapped holes

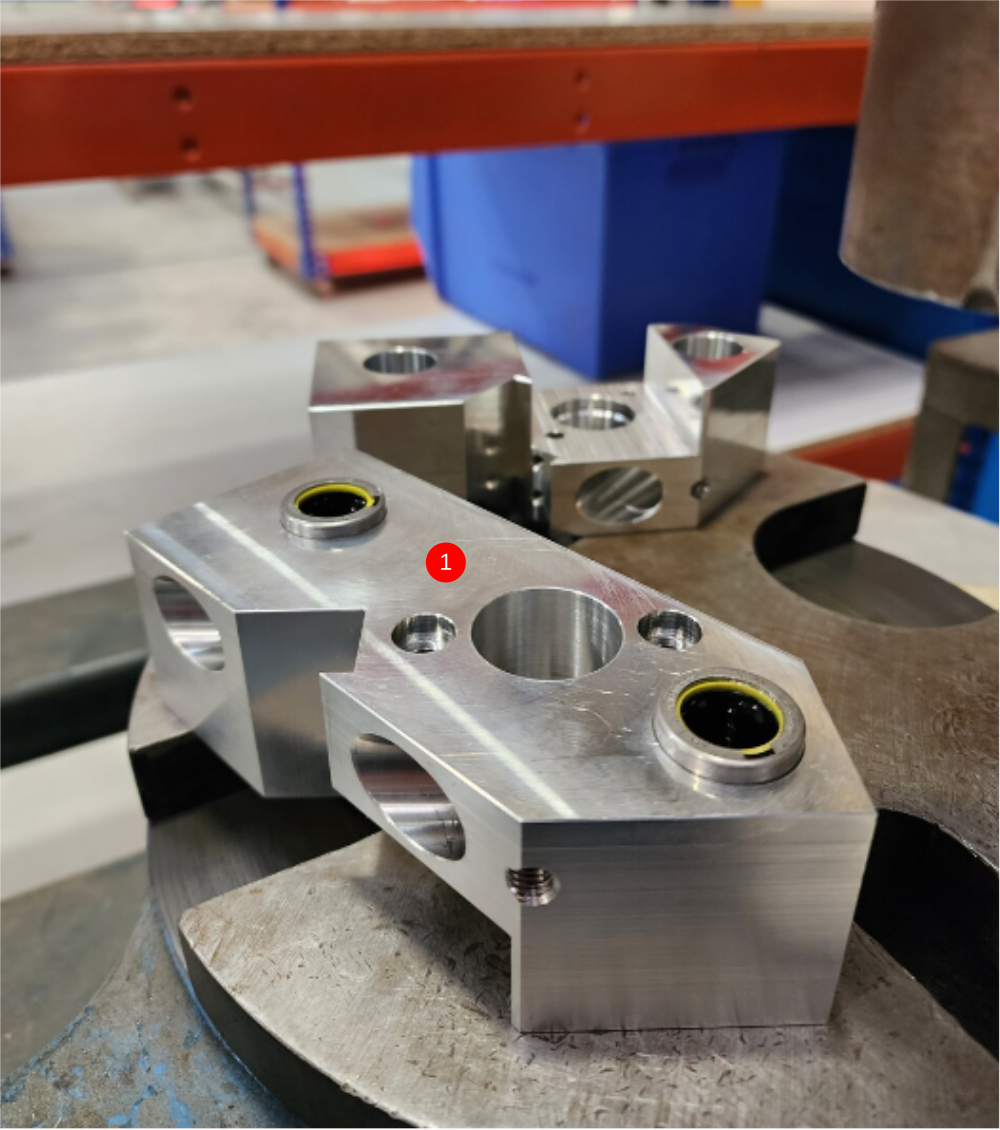
Étape 4 - Fit bearings to clamp blocks
1 Fit 4 off bottom bearings until ball chamber just disappears into bore
2 Press in 4 off top bearing until contacting bottom bearing
3 Fit 4 off retainer ring . Ensure not gap is present between block and ring
Ensure all bearings are adequately greased once fitted



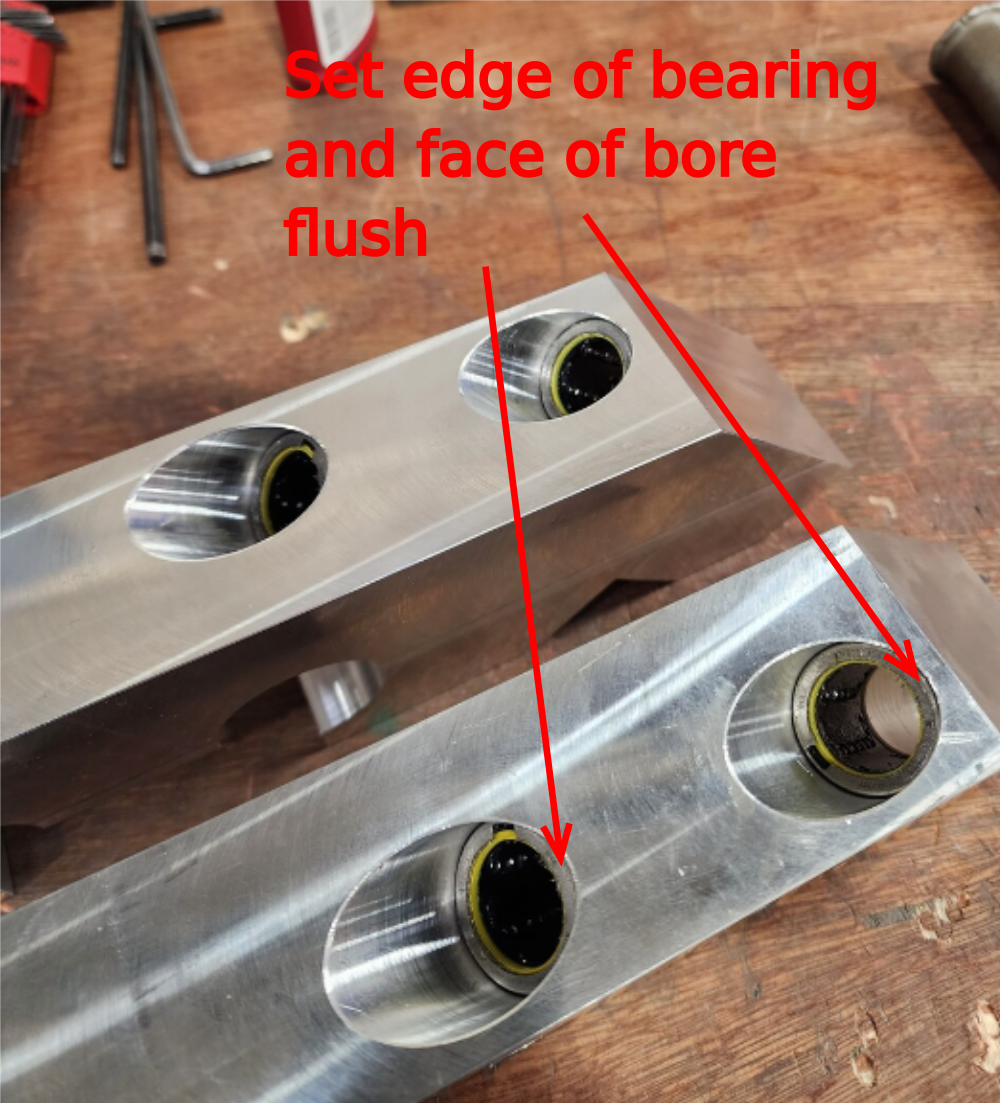
Étape 5 - Fit bearings to head blocks
Use dolly to press bearings into head blocks as shown
Bearings to sit level at indicated points




Étape 6 - Lubricate bearings
Lubricate All previous fitted bearings with trojan food safe grease as
shown

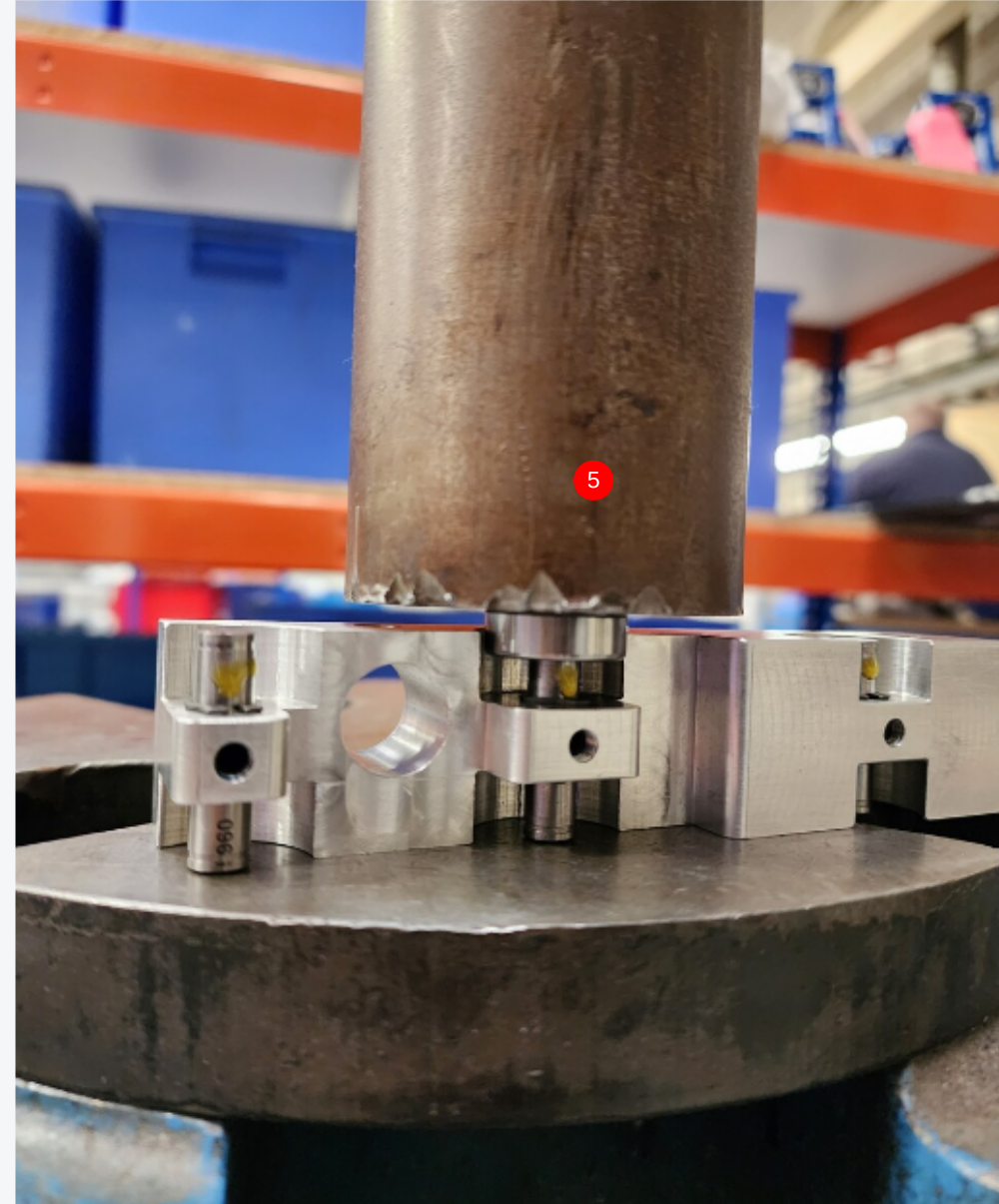
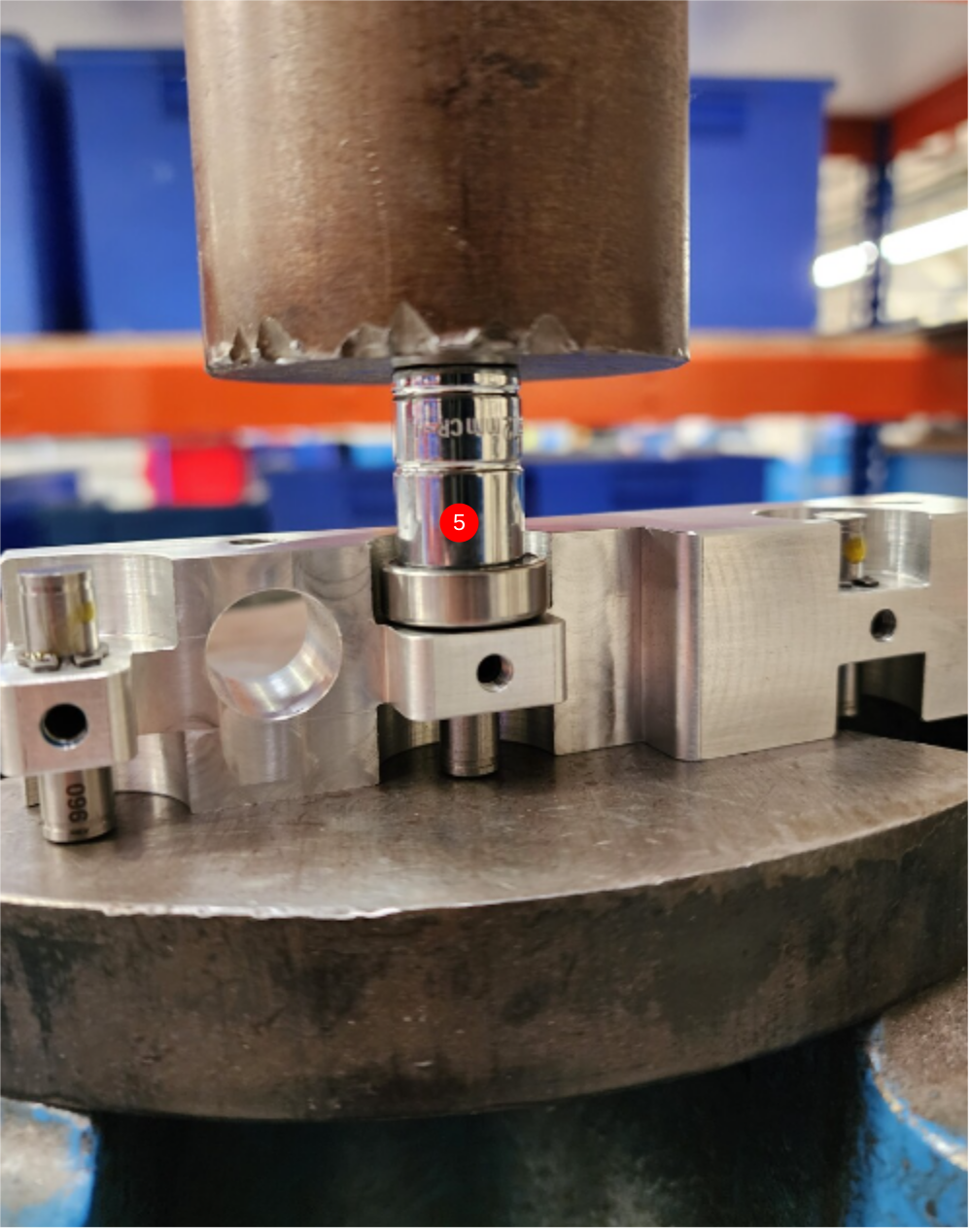
Étape 7 - Assemble roller clamp
1 Ream with 8mm hand reamer to ensure correct fitment
2 Fit 3 off shafts to block
3 Fit 6 off 8mm circlips to shafts
4 Fit 3 off retaining M5 x 6 grubscrews , ensuring dimples on shafts are aligned
5 Press 6 off bearings onto shafts . Use socket to enable final positioning of bearing against circlip
6 Add 6 off 8mm circlip to shafts to captivate bearings
Ensure bearings run consistant and smoothly


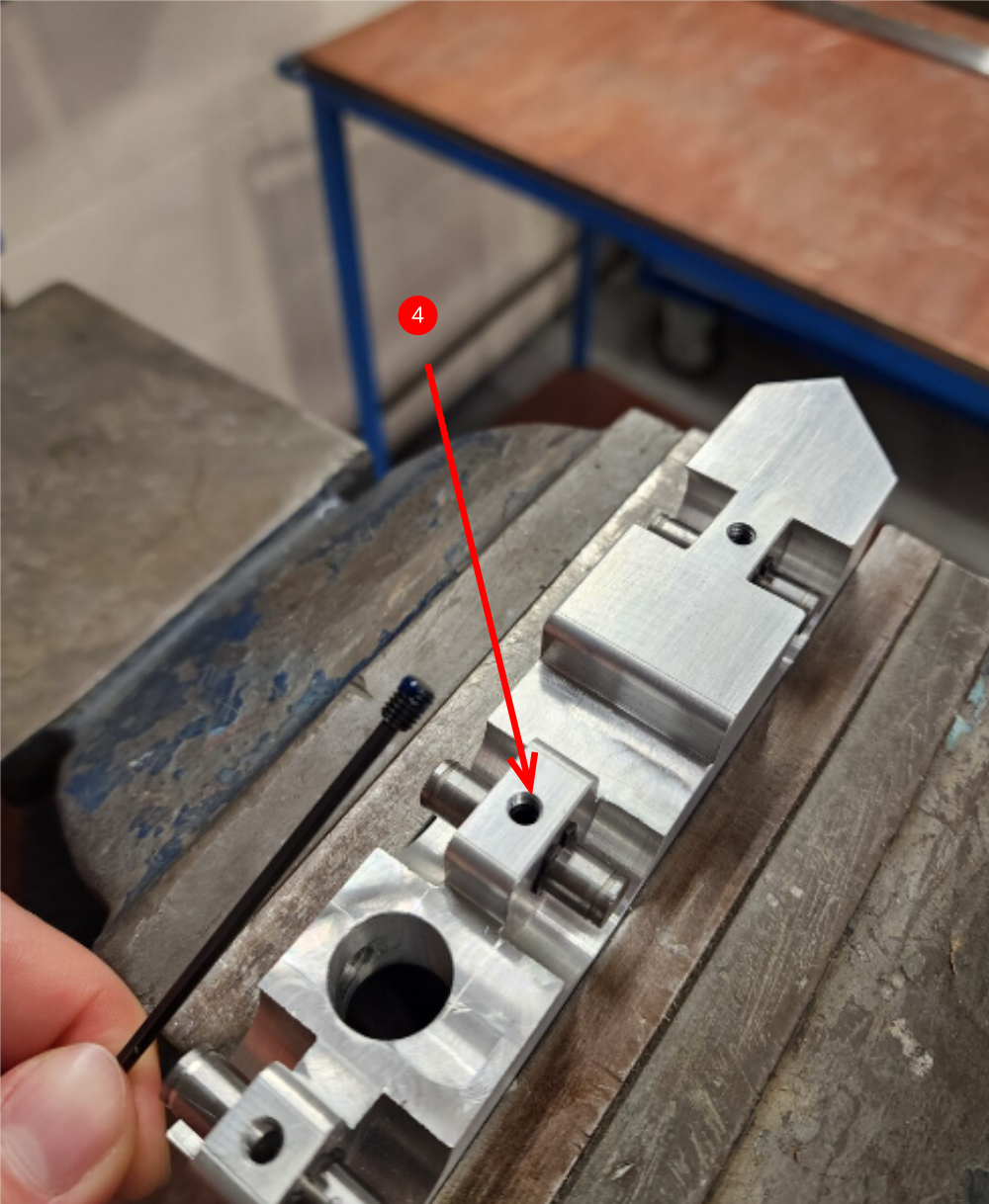
Étape 8 - Fit Shafts to clamp blocks
Fit shafts and secure with 4 off M8x 8 kcp grubscrews



Étape 9 - Fit shafts to clamp heads
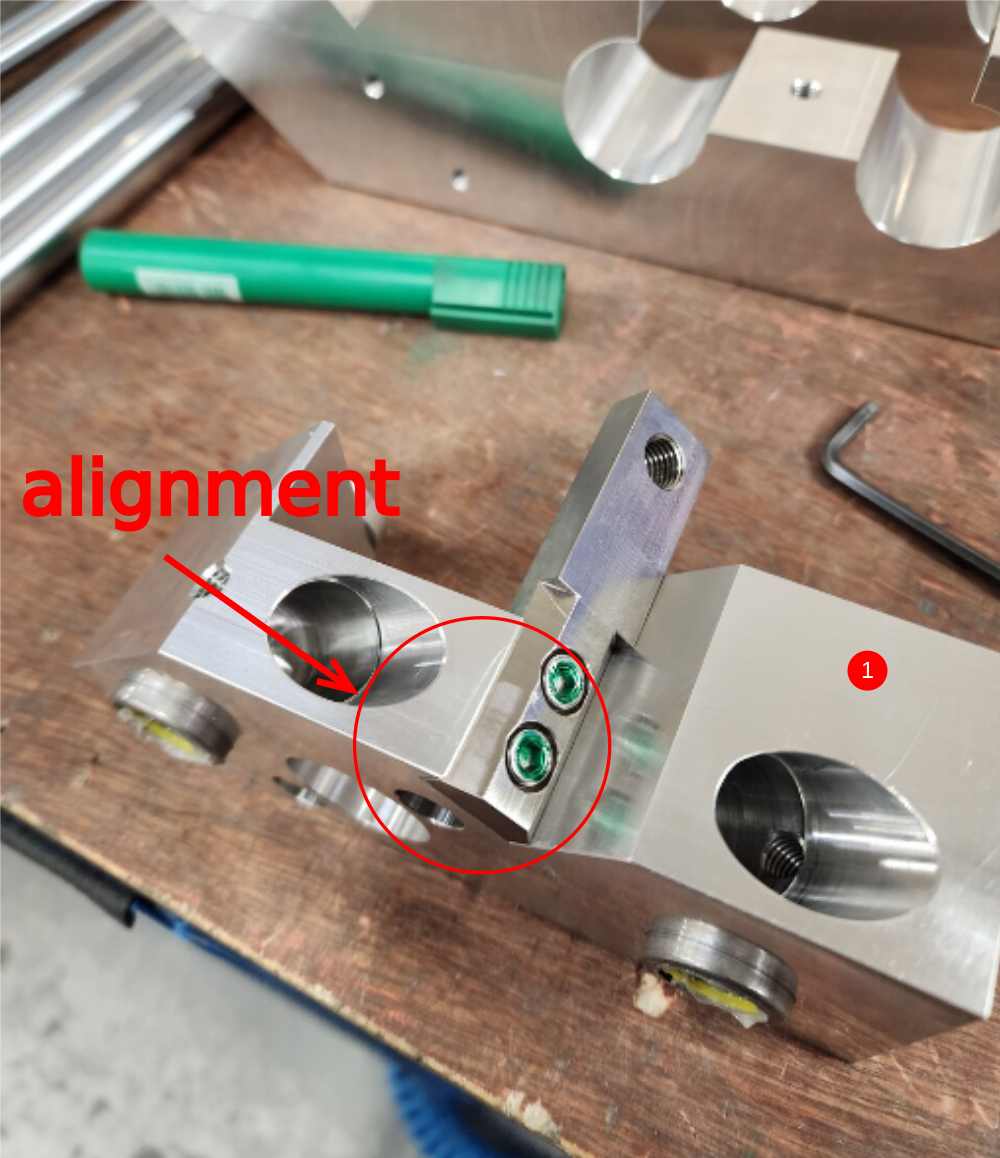
1 Fit 2 off cylinder mounts as shown using 4 of M5 x 12 socket caps
Ensure correct orientation , alignment of flat is the datum
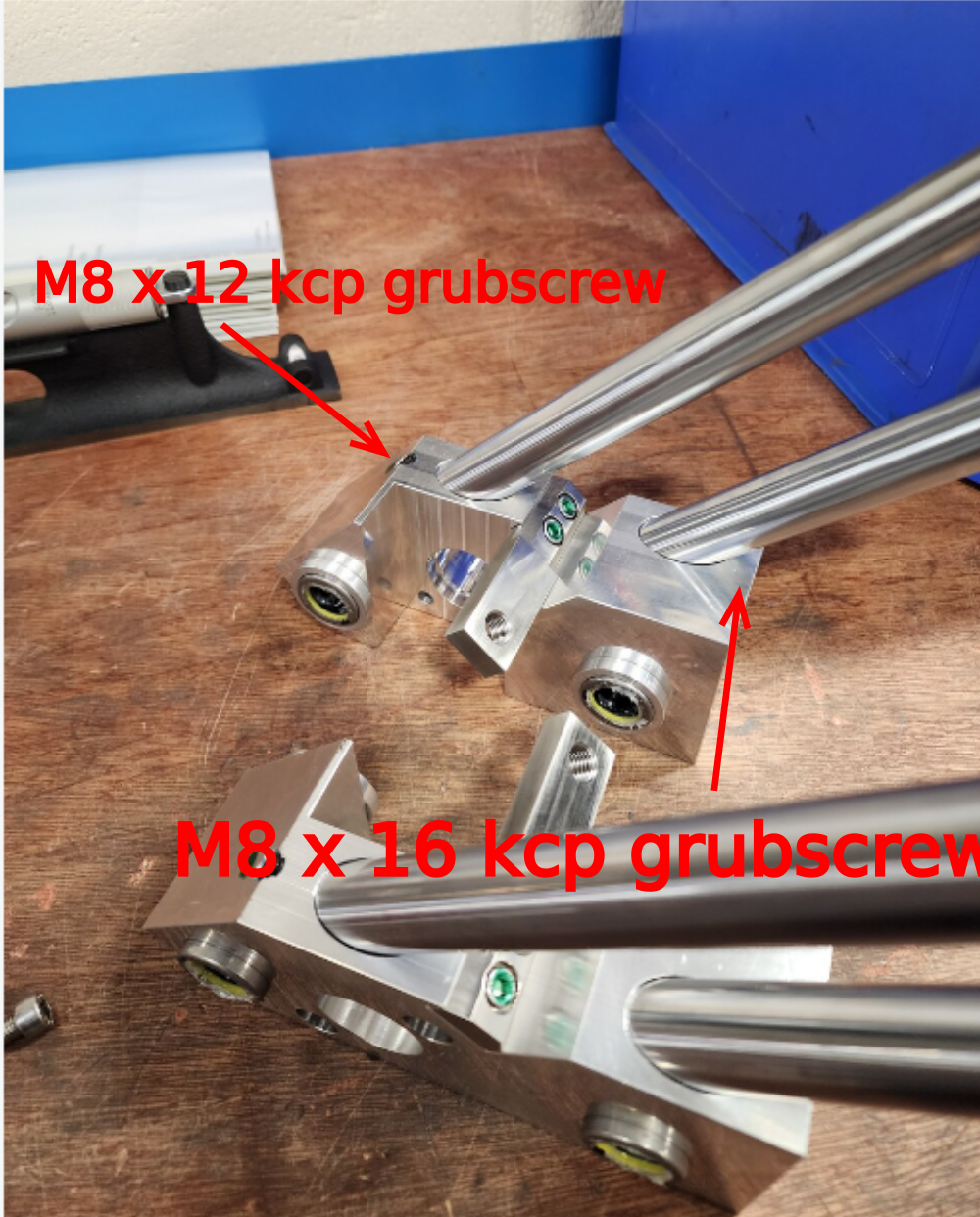
2 Caution on fitment of shafts, do not force into position
Fit 4 off shafts to clamp heads and secure with 2 off M8 x 12 kcp and 2 off M8 x 16 kcp grubscrews as shown


Étape 10 - ~Check hard stops are fitted to clamp mounts
Ecr raised to include adding of hard stop at manufacture
To fit hard stops
1 Cut thread of m5 x 60 socket cap to 10mm
2 Use loctite 270 and screw into indicated holes of pillars
3 Reduced shank of bolt to 10mm and dress to neaten


Étape 11 - Fit top clamp shafts
Fit shaft mounts insert pillars and secure with quip clamp handle as shown






Étape 12 - Assemble hard stop
Assemble hard stops 2 off
1 ECR Raised to add flat to hard stop . Until processed add by hand , try and make a parallel flat not tapered as in picture
2 Linish heads of 2 off M6 x 16 socket caps to provide flat strike face
3 Add to hard stop block combining 2 off M6 nuts , ensure loctite 243 is used
4 Insert into mounting bracket and fit with M6 x 10 kcp grubscrews
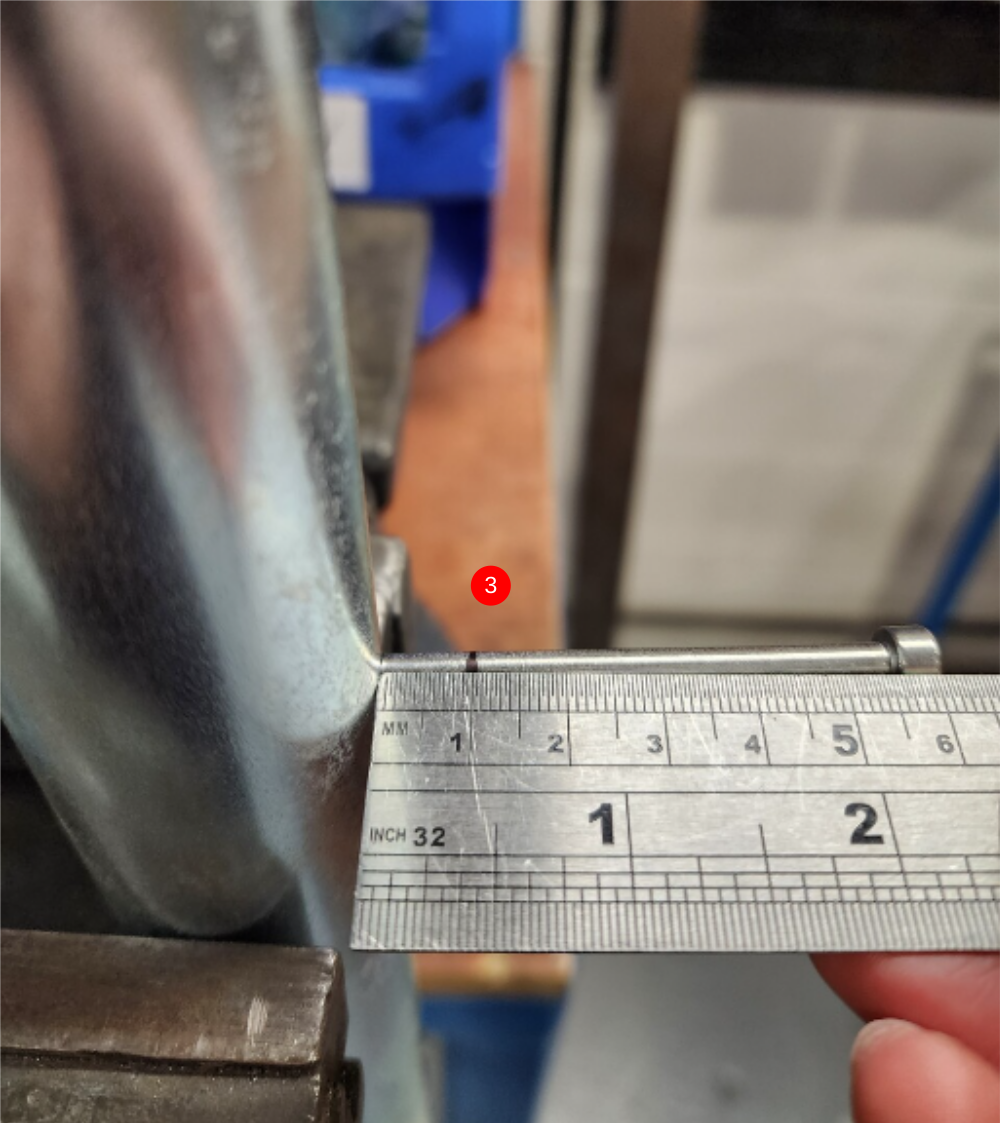
5 Use vernier to set shown distance 50mmm when locking nut is tensioned . Tolerance -+ 0.2mm





Étape 13 - Assemble cylinders
1 Fit 4 of P0000295 fittings to position cylinders
2 Fit 3 off P0000295 fittings to top clamp cylinders
3 Fit 1 off straight P0000007



Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português