| [version en cours de rédaction] | [version en cours de rédaction] |
| Ligne 137 : | Ligne 137 : | ||
If changes are evident , investigate !</translate> | If changes are evident , investigate !</translate> | ||
|Step_Picture_00=Zx5_Module_C_and_E_support_arm_alignment_quality-assurance-testing.png | |Step_Picture_00=Zx5_Module_C_and_E_support_arm_alignment_quality-assurance-testing.png | ||
| + | }} | ||
| + | {{Tuto Step | ||
| + | |Step_Title=<translate>Fit Blanking plug</translate> | ||
| + | |Step_Content=<translate>Fit M0001265 blanking plug to seal access hole once motor is fitted and checked</translate> | ||
| + | |Step_Picture_00=R0015314_Fit_Z_Axis_Drive_components_Screenshot_2024-12-18_135519.png | ||
}} | }} | ||
{{Tuto Step | {{Tuto Step | ||
Version du 18 décembre 2024 à 15:57
Fitting instructions for Y Axis drive

Difficulté
Moyen
Durée
0.5 heure(s)
Sommaire
- 1 Introduction
- 2 Étape 1 - Unless otherwise stated
- 3 Étape 2 - Fit Y axis sleeve assembly
- 4 Étape 3 - Fit stepper housing block
- 5 Étape 4 - Position leadscrew
- 6 Étape 5 - Fit bearings
- 7 Étape 6 - Final leadscrew position
- 8 Étape 7 - Temporary fix leadscrew nut
- 9 Étape 8 - Check movement
- 10 Étape 9 - Fit servo adapter block
- 11 Étape 10 - Fit servo motor
- 12 Étape 11 - Finalise servo adapter block
- 13 Étape 12 - Re fit servo motor
- 14 Étape 13 - Fit keyway locking grubscrew
- 15 Étape 14 - Check movement
- 16 Étape 15 - Fit Blanking plug
- 17 Étape 16 - Remove leadscrew nut fixing
- 18 Commentaires
Introduction
Tools Required
Standard hex key set
External circlip pliers
Parts Required
B0000344 Circlip 15mm External x 1
D0001927 Intermediate Housing (AM3032) x 1
D0006487 Y Stepper Housing x 1
R0000962E Bench assemble Y axis Components
Étape 1 - Unless otherwise stated
Use Loctite 243 on all fasteners
Use Loctite 572 on all threaded pneumatic connection
Pen mark all fasteners to show finalised

Étape 2 - Fit Y axis sleeve assembly
Insert pre built Y axis sleeve as shown

Étape 3 - Fit stepper housing block
Fit Y axis stepper housing block as shown
Ensure block is mounted square and true
Pay attention to bearing fit
If bearing is loose, used solvent and bearing fit adhesive

Étape 4 - Position leadscrew
Slide leadscrew into position shown

Étape 5 - Fit bearings
Fit 2 off bearings and captivate with circlip

Étape 6 - Final leadscrew position
Slide leadscrew into final position
Add M8 x 12 kcp grubscrews to secure leadscrew to sleeve

Étape 7 - Temporary fix leadscrew nut
Temporarily fix position of leadscrew nut using 4 off M6 socket caps and a form washers

Étape 8 - Check movement
Check axis movement along entire length .
Movement should be free and consistent

Étape 9 - Fit servo adapter block
Dry fit servo adapter block
do not add final tension to this block

Étape 10 - Fit servo motor
Fit servo motor to adapter block
Servo should fit easily into servo adapter block
~Adjust position of adapter block if fit is not correct

Étape 11 - Finalise servo adapter block
Remove servo motor and finalise fasteners on servo adapter block
Étape 12 - Re fit servo motor
Ensure motor is orientated correctly , servo plug facing down
Finalise socket caps fixing motor to adapter block
Étape 13 - Fit keyway locking grubscrew
Fit locking grubscrew accessed through indicated hole

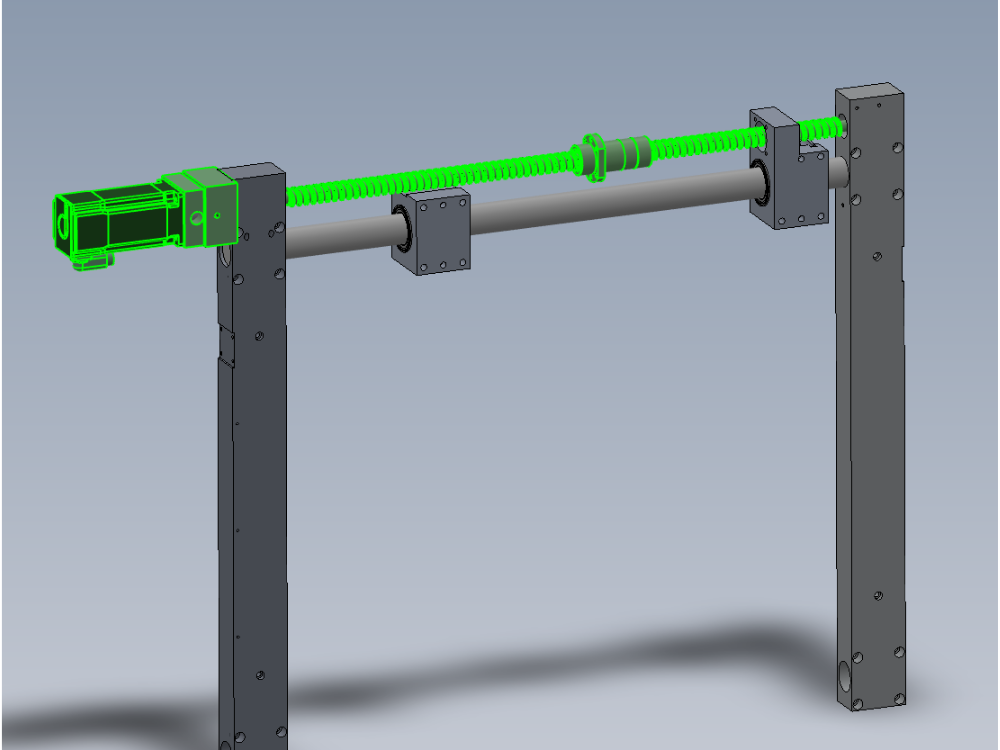
Étape 14 - Check movement
Check Axis movement again. There should be no change in consistency of movement or force required
If changes are evident , investigate !

Étape 15 - Fit Blanking plug
Fit M0001265 blanking plug to seal access hole once motor is fitted and checked

Étape 16 - Remove leadscrew nut fixing
Remove 4 off fasteners attaching leadscrew nut to bearing block
This is required for rotary ring installation at a later stage
Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português