| [version en cours de rédaction] | [version en cours de rédaction] |
| Ligne 76 : | Ligne 76 : | ||
2 Rotate turntable to 45 and 135 degrees (full travel in both directions ) | 2 Rotate turntable to 45 and 135 degrees (full travel in both directions ) | ||
| − | 3 Clearance should be evident between saw blade and clamps in the area shown | + | 3 Clearance should be evident between saw blade and clamps in the area shown |
| + | |||
| + | Report to supervisor if contact is present | ||
Version du 29 janvier 2024 à 13:34
Fitting and assembly details for material clamps

Difficulté
Difficile
Durée
1 heure(s)
Sommaire
- 1 Introduction
- 2 Étape 1 - Unless otherwise stated
- 3 Étape 2 - Attach Infeed clamp assembly
- 4 Étape 3 - Set position
- 5 Étape 4 - Check clearance to saw blade
- 6 Étape 5 - Fit outfeed clamp assembly
- 7 Étape 6 - Align clamps
- 8 Étape 7 - Finalise torque setting
- 9 Étape 8 - Recheck alignment
- 10 Commentaires
Introduction
Tools Required
Standard hex key set
Standard spanner set
1 meter straight edge
Feeler gauges
Soft hammer
Engineers square
Parts Required
Étape 1 - Unless otherwise stated
All bolts to have Loctite 243 adhesive applied unless otherwise stated
All Threaded Pneumatic connections to have Loctite 570 applied
All bolts to be pen marked once adhesive applied and correct tension added

Étape 2 - Attach Infeed clamp assembly
Attach infeed clamp assembly to infeed pad
Use 2 off M8 x 35 socket caps Do not use adhesive at this point




Étape 3 - Set position
Use soft hammer to adjust pillar position to be flush with cut table
Check position using engineers square as shown
Add final tension to M8 securing fasteners





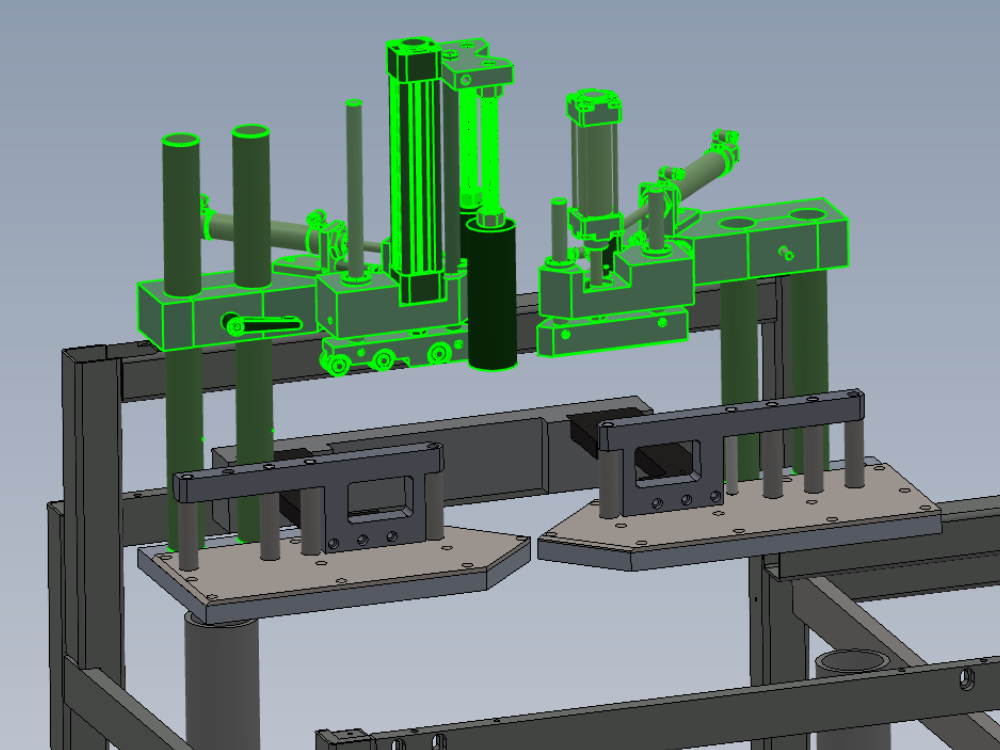
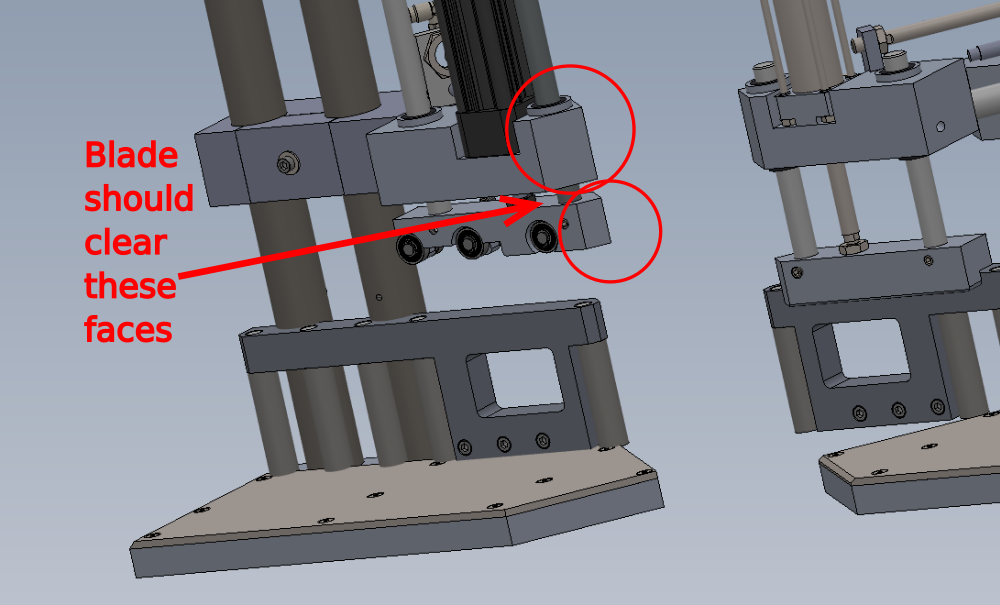
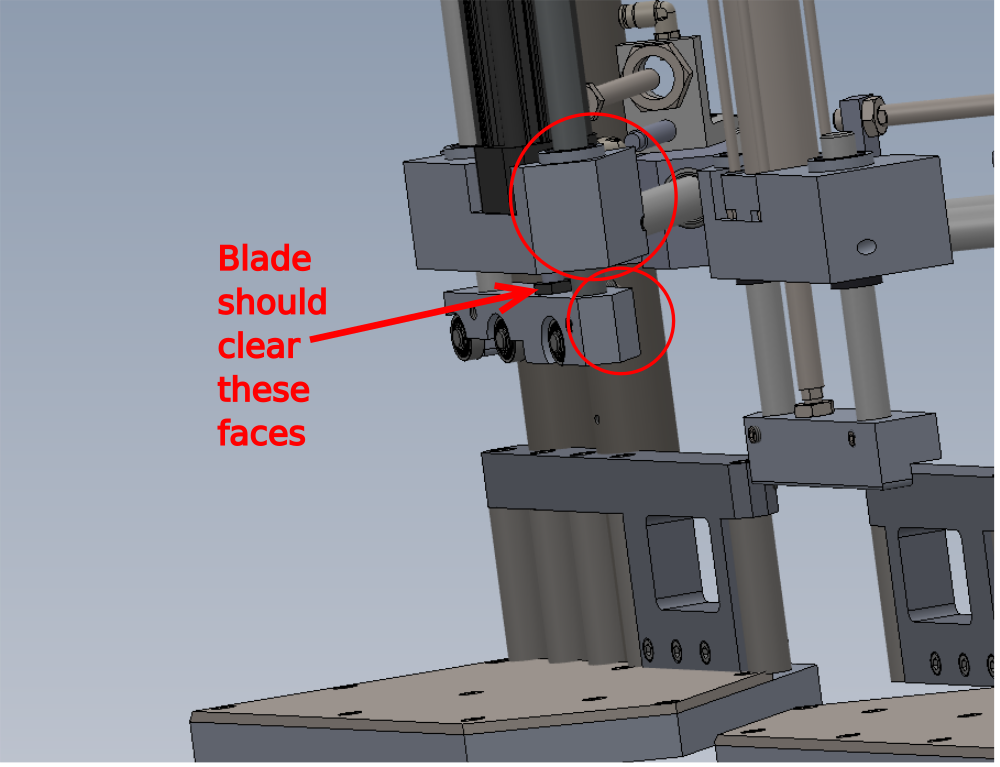
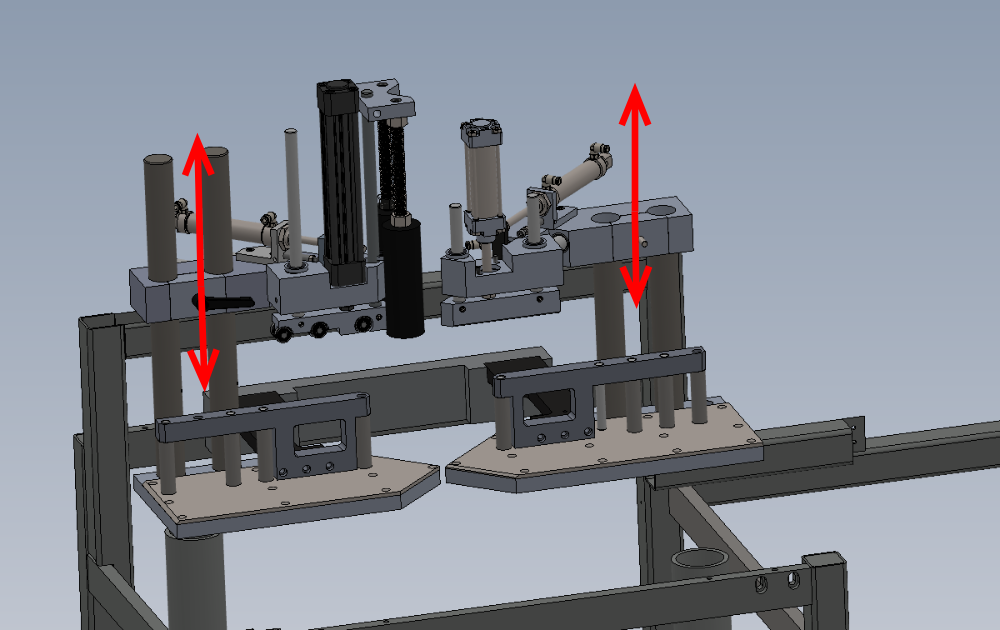
Étape 4 - Check clearance to saw blade
Clearance between clamps and saw blade must be checked. To do this
1 Lift saw blade to maximum height
2 Rotate turntable to 45 and 135 degrees (full travel in both directions )
3 Clearance should be evident between saw blade and clamps in the area shown
Report to supervisor if contact is present
Please take photos to show this check
Étape 5 - Fit outfeed clamp assembly
Fit outfeed clamp assembly to outfeed pad sing 2 off M8 x 50 socket caps and M8 motor plate washers
Do not use adhesive at this point




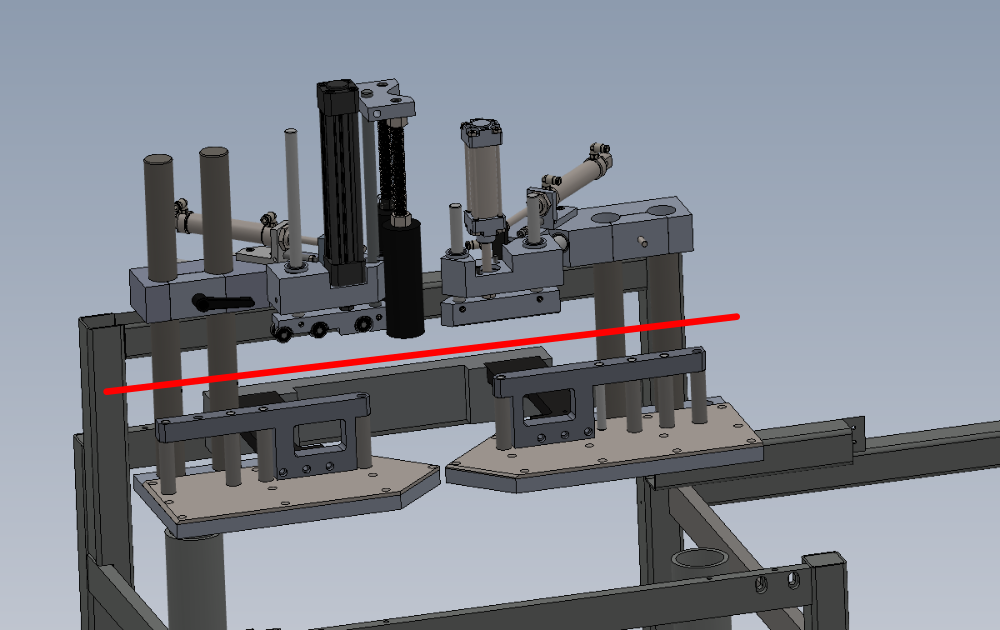
Étape 6 - Align clamps
Use 1 meter straight edge along pillars
Adjust OUTFEED CLAMP to set all 4 pillars to contact straight edge
Use feeler 0.002" /0.05mm gauge as maximum tolerance




Étape 7 - Finalise torque setting
Individually remove and apply adhesive to 4 off M8 fasteners and apply final tension setting to 40nm with torque wrench




Étape 8 - Recheck alignment
Recheck alignment once final tension is added to all fasteners
Check all clamps more freely up and down pillars when quip clamp has tension removed


Draft
 Français
Français English
English Deutsch
Deutsch Español
Español Italiano
Italiano Português
Português